
4
Emission Sources and Technology Options
INTRODUCTION
The purpose of this chapter is to address the following key questions:
-
What source categories account for the greatest permitting activity pertaining to modifications under New Source Review (NSR)?
-
Are modifications an important part of all NSR permitting?
-
What kinds of repairs and replacements are most often done in these industries?
-
What are the typical technology options or considerations for these source categories?
The answers to these questions provide insight into the emissions, energy use, and other implications of technological choices regarding preventative measures, repairs, and replacements. In this chapter, we use language that implies the colloquial meaning, as opposed to the “legal” terminology of “maintenance” and “modification” as these terms are used in NSR permitting. It is common jargon in many industries to refer to repair and replacement activities as maintenance (in a nonlegal sense) and for maintenance costs to be considered a routine part of the annual operating cost of a facility. To avoid confusion with legal terminology, in this chapter we use the terms “repair” and “replacement” instead of maintenance and modification.
The main focus here in terms of pollutants is on criteria pollutants, especially sulfur dioxide (SO2) and oxides of nitrogen (NOx) but also including carbon monoxide (CO), particulate matter (PM) with an aerodynamic diameter smaller than about 10 micrometers (µm) (PM10), and PM with an aerodynamic diameter smaller than about 2.5 µm (PM2.5). An ozone precursor of volatile organic compounds (VOCs) is also included.
With respect to identifying technology options, the focus here is on the current status of emission-source technologies and current options for repair and replacement. However, because technology changes over time, explicit consideration is given to the process of technology change and the implications for technology change in the future. Furthermore, we consider both pollution control and pollution prevention technologies. Typically, “pollution control” refers to “end-of-pipe” techniques for removing pollutants from an exhaust gas after the pollutants have been formed in an upstream process. For example, in a coal-fired power plant, pollutants such as NOx, SO2, and PM are formed during combustion. Postcombustion control technologies such as selective catalytic reduction, fuel gas desulfurization, and electrostatic precipitation, respectively, can be used to reduce or capture these pollutants. In contrast, pollution prevention approaches are aimed at reducing or eliminating sources of pollution, typically through feedstock substitutions or process alterations. For example, in the case of a coal-fired power plant, methods that more carefully control and stage mixing of fuel and air can prevent the formation of a portion of NOx that otherwise would have been created. As another example, evaporative VOC emissions can be prevented by substituting water-based solvents for VOC-based solvents used at a manufacturing facility. A way to evaluate the effect of pollution prevention measures is to compare emissions and energy use with those of a more traditional feedstock or facility design.
In addition, cost is always a consideration when evaluating and choosing options for repair and replacement. Therefore, cost implications of alternatives for repair and replacement are summarized.
OVERVIEW OF NSR PERMITS
The purpose of this section is to identify and evaluate the frequency of NSR permitting activity with respect to industrial categories for the purpose of determining which emission sources represent the highest priority for assessment. However, a substantial challenge is that there is
not a readily available database that summarizes NSR permitting activity. For example, an EPA database1 (EPA2004q) containing case-specific information on best available control technology (BACT)/lowest achievable emission rate (LAER) does not readily distinguish among permits for new sources versus permits for modifications. In principle, such data could be obtained individually from each state. However, the availability of such data varies among states. Thus, the approach taken here, as a first step, was to request a summary of permitting data from the EPA (see Table 4-1) and to supplement the summary with data from several states. The data EPA has provided to the committee in this table are preliminary, unpublished, not subjected to review, and not distributed outside of EPA. These data are based on information collected internally by EPA from its regional offices, that were obtained from state and local permitting authorities. These data were summarized by EPA for the committee in terms of the NSR permitted emissions (in tons) by the two-digit Standard Industrial Classification (SIC) code, as well as by the number of permits. Permits were categorized as “greenfield,” new at existing sources, and modifications. The main focus here is on modifications. These data do not include information regarding facilities that made modifications but did not obtain permits via the NSR programs. Although the information presented in the table is sorted by pollutant, it is possible for a modification to involve more than one pollutant.
For NOx, the largest share of modification permits is for SIC type 49 (electric, gas, and sanitary services), in terms of both the number of permits and the NSR permitted emissions. SIC type 49 includes utility power plants of all types, and most of the permits and permitted emissions were for SIC code 4911, electric utilities. SIC types 32 (stone, clay, and products) and 26 (paper and allied products) also had a significant share of the reported NSR permitted emissions for modifications, although the number of permits for these SIC types was substantially fewer than for SIC type 49. For SIC type 32, the most significant source category was SIC code 3241, hydraulic cement. Pulp mills (SIC code 2611) were the most commonly permitted source for modifications under SIC type 26. NOx emission sources at these types of facilities are typically industrial or utility furnaces but can include a variety of other combustion-based sources such as heaters, kilns, ovens, and others.
For SO2, the key emission-source category in terms of number of modification permits and NSR permitted emissions for modifications is SIC type 49 (electric, gas, and sanitary services), for which SIC code 4911 (electric utilities) was the most significant subcategory. However, other source categories with significant totals for NSR permitted emissions for modifications include SIC type 28 (chemicals and allied products, particularly industrial inorganic chemicals and phosphatic fertilizers), SIC type 32 (stone, clay, and products, particularly hydraulic cement), and SIC type 26 (paper and allied products, particularly pulp, paper, and paperboard mills). SO2 emissions typically are associated either with combustion of sulfur-bearing fuels or with processing of sulfur-bearing feedstocks or ores (e.g., crude oil, metal ores).
For CO, the largest number of permits for modifications was issued to SIC type 49, which includes electric, gas, and sanitary services2, and SIC type 33, which includes primary metal industries. With respect to NSR permitted emissions for modifications, the largest categories (in descending order) were SIC type 26, paper and allied products (primarily paperboard mills); SIC type 32, stone, clay, and glass products (primarily hydraulic cement and concrete block and brick); SIC type 33, primary metal industries; SIC type 20, food and kindred products (primarily cane sugar); and SIC type 49, electric, gas, and sanitary services (primarily electric utilities).
For PM, the highest frequency of NSR permits for modifications was for SIC types 49 (electric, gas, and sanitary services) and 33 (primary metal industries). Although both of these SIC types also contributed significantly to the NSR permitted emissions for modifications, these emissions are widely distributed among six categories. Other categories include SIC types 28 (chemical and allied products, primarily including carbon black, phosphatic fertilizers, and industrial organic chemicals), 26 (paper and allied products, primarily including paperboard mills, pulp mills, and coated and laminated paper), and 20 (food and kindred products, primarily cane sugar).
For VOCs, the highest frequency of permits for modifications was for SIC types 49 (electric, gas, and sanitary services), 33 (primary metal
TABLE 4-1 Summary of Estimated Number of Permits and Permitted Emissions Under New Source Review for Greenfield Facilities, New Facilities at Existing Locations, and Modifications, During 1977-1999
|
SIC |
SIC Type |
Number of Permits |
Number of Permits by SIC |
NSR Permitted Emissions (tons) |
||||
|
Greenfield |
New at Existing Location |
Modifications |
Greenfield |
New at Existing Location |
Modifications |
|||
|
CO |
||||||||
|
10 |
Metal mining |
0 |
2 |
0 |
2 |
— |
1,831 |
- |
|
12 |
Coal mining |
0 |
0 |
2 |
2 |
— |
— |
3,696 |
|
13 |
Oil and gas extraction |
3 |
3 |
3 |
9 |
3,047 |
1,286 |
253 |
|
14 |
Nonmetallic minerals except fuels |
0 |
4 |
0 |
4 |
— |
2,020 |
— |
|
20 |
Food and kindred products |
1 |
7 |
6b |
14 |
135 |
7,029 |
16,366 |
|
24 |
Lumber and wood products |
0 |
3 |
6 |
9 |
0 |
797 |
2,953 |
|
26 |
Paper and allied products |
1 |
10 |
7b |
18 |
215 |
18,691 |
24,878 |
|
27 |
Printing and publishing |
1 |
0 |
0 |
1 |
15 |
— |
— |
|
28 |
Chemicals and allied products |
0 |
12b |
5 |
17 |
— |
1,896 |
7,699 |
|
29 |
Petroleum and coal products |
0 |
4 |
5 |
9 |
— |
1,070 |
2,033 |
|
32 |
Stone, clay, and glass products |
3 |
16 |
6 |
25 |
15,198 |
19,456 |
18,001 |
|
33 |
Primary metal industries |
2 |
11 |
17 |
30 |
3,880 |
16,987 |
17,084 |
|
49 |
Electric, gas, and sanitary services |
114 |
96b |
38b |
248 |
88,743 |
51,365 |
15,890 |
|
51 |
Wholesale trade—nondurable goods |
0 |
1 |
0 |
1 |
— |
55 |
— |
|
82 |
Educational services |
0 |
1 |
0 |
1 |
— |
170 |
— |
|
96 |
National security and intl. affairs |
0 |
1 |
0 |
1 |
— |
NA |
— |
|
Total tons |
125 |
171 |
95 |
391 |
111,233 |
122,653 |
108,853 |
|
|
PM |
||||||||
|
10 |
Metal mining |
0 |
1 |
0 |
1 |
0 |
35 |
0 |
|
12 |
Coal mining |
0 |
0 |
3 |
3 |
0 |
0 |
505 |
|
13 |
Oil and gas extraction |
2 |
2 |
0 |
4 |
423 |
45 |
0 |
|
14 |
Nonmetallic minerals except fuels |
0 |
4 |
0 |
4 |
0 |
314 |
0 |
|
20 |
Food and kindred products |
1 |
12b |
8 |
21 |
41 |
2,171 |
2,204 |
|
SIC |
SIC Type |
Number of Permits |
Number of Permits by SIC |
NSR Permitted Emissions (tons) |
||||
|
Greenfield |
New at Existing Location |
Modifications |
Greenfield |
New at Existing Location |
Modifications |
|||
|
PM |
||||||||
|
24 |
Lumber and wood products |
1 |
7 |
11 |
19 |
9 |
834 |
1,101 |
|
25 |
Furniture and fixtures |
0 |
1 |
0 |
1 |
0 |
11 |
0 |
|
26 |
Paper and allied products |
1 |
12 |
10b |
24 |
46 |
2,121 |
3,047 |
|
27 |
Printing and publishing |
1 |
0 |
0 |
1 |
14 |
0 |
0 |
|
28 |
Chemicals and allied products |
1 |
18 |
12b |
31 |
14 |
1,002 |
3,402 |
|
29 |
Petroleum and coal products |
0 |
4 |
7 |
11 |
0 |
264 |
454 |
|
30 |
Rubber and misc. plastics products |
0 |
0 |
1 |
1 |
0 |
0 |
6 |
|
32 |
Stone, clay, and glass products |
3 |
23 |
8 |
34 |
1,278 |
4,899 |
2,569 |
|
33 |
Primary metal industries |
2 |
16 |
24b |
42 |
352 |
1,493 |
1,437 |
|
34 |
Fabricated metal products |
0 |
0 |
1 |
1 |
0 |
0 |
7 |
|
37 |
Transportation equipment |
0 |
0 |
2 |
2 |
0 |
0 |
17 |
|
49 |
Electric, gas, and sanitary services |
95 |
67b |
30 |
192 |
17,548 |
9,659 |
2,580 |
|
51 |
Educational services |
0 |
1 |
0 |
1 |
0 |
77 |
0 |
|
97 |
National security and intl. affairs |
0 |
0 |
1 |
1 |
2 |
0 |
18 |
|
Total tons |
107 |
168 |
118 |
393 |
19,727 |
22,925 |
17,347 |
|
|
NOx |
||||||||
|
10 |
Metal mining |
0 |
2 |
1 |
3 |
0 |
26,179 |
4,765 |
|
12 |
Coal mining |
0 |
2 |
0 |
2 |
0 |
0 |
1,506 |
|
13 |
Oil and gas extraction |
3 |
3 |
3 |
9 |
5,959 |
3,861 |
60 |
|
14 |
Nonmetallic minerals except fuels |
0 |
4 |
0 |
4 |
0 |
1,136 |
0 |
|
20 |
Food and kindred products |
1 |
9 |
7b |
14 |
75 |
6,706 |
2,028 |
|
24 |
Lumber and wood products |
0 |
3 |
6 |
9 |
0 |
510 |
1,168 |
|
26 |
Paper and allied products |
1 |
12 |
8 |
20 |
129 |
7,398 |
10,021 |
|
SIC |
SIC Type |
Number of Permits |
Number of Permits by SIC |
NSR Permitted Emissions (tons) |
||||
|
Greenfield |
New at Existing Location |
Modifications |
Greenfield |
New at Existing Location |
Modifications |
|||
|
NOx |
||||||||
|
27 |
Printing and publishing |
0 |
0 |
1 |
1 |
90 |
0 |
0 |
|
28 |
Chemicals and allied products |
1 |
17 |
7 |
26 |
186 |
3,841 |
1,776 |
|
29 |
Petroleum and coal products |
0 |
7 |
6 |
13 |
0 |
2,381 |
2,989 |
|
30 |
Rubber and misc. plastics products |
0 |
1 |
0 |
1 |
0 |
33 |
0 |
|
32 |
Stone, clay, and glass products |
3 |
18 |
8 |
31 |
9,388 |
27,842 |
20,479 |
|
33 |
Primary metal industries |
1 |
13 |
13b |
26 |
406 |
5,031 |
2,842 |
|
36 |
Electronic and electric equipment |
0 |
1 |
0 |
1 |
0 |
18 |
0 |
|
37 |
Transportation equipment |
1 |
2 |
0 |
3 |
2 |
1,080 |
0 |
|
46 |
Pipelines except natural gas |
1 |
0 |
0 |
1 |
353 |
0 |
0 |
|
49 |
Electric, gas, and sanitary services |
125 |
97b |
46 |
299 |
91,280 |
28,496 |
26,228 |
|
51 |
Wholesale trade—nondurable goods |
0 |
1 |
0 |
1 |
0 |
434 |
0 |
|
82 |
Educational services |
0 |
1 |
0 |
1 |
0 |
88 |
0 |
|
97 |
National security and intl. affairs |
0 |
0 |
1 |
1 |
0 |
0 |
650 |
|
Total (tons) |
137 |
193 |
107 |
437 |
107,868 |
115,034 |
74,512 |
|
|
SO2 |
||||||||
|
10 |
Metal mining |
0 |
1 |
0 |
1 |
0 |
37 |
0 |
|
12 |
Coal mining |
0 |
0 |
2 |
2 |
0 |
0 |
2,221 |
|
13 |
Oil and gas extraction |
3 |
3 |
0 |
6 |
2,232 |
1,294 |
0 |
|
14 |
Nonmetallic minerals except fuels |
0 |
2 |
0 |
2 |
0 |
640 |
0 |
|
20 |
Food and kindred products |
2 |
8 |
6 |
16 |
80 |
26,272 |
5,494 |
|
24 |
Lumber and wood products |
0 |
0 |
1 |
1 |
0 |
0 |
20 |
|
26 |
Paper and allied products |
0 |
9 |
9 |
18 |
0 |
3,978 |
12,634 |
|
27 |
Printing and publishing |
1 |
0 |
0 |
1 |
5 |
0 |
0 |
|
SIC |
SIC Type |
Number of Permits |
Number of Permits by SIC |
NSR Permitted Emissions (tons) |
||||
|
Greenfield |
New at Existing Location |
Modifications |
Greenfield |
New at Existing Location |
Modifications |
|||
|
SO2 |
||||||||
|
28 |
Chemicals and allied products |
0 |
9b |
6 |
15 |
0 |
12,299 |
22,206 |
|
29 |
Petroleum and coal products |
0 |
3 |
3 |
6 |
0 |
928 |
2,368 |
|
32 |
Stone, clay, and glass products |
3 |
17 |
7 |
27 |
3,155 |
8,104 |
20,290 |
|
33 |
Primary metal industries |
0 |
8 |
8 |
16 |
791 |
3,580 |
1,224 |
|
37 |
Transportation equipment |
0 |
1 |
0 |
1 |
0 |
40 |
0 |
|
49 |
Electric, gas, and sanitary services |
57 |
47 |
19 |
123 |
29,116 |
4,012 |
24,541 |
|
51 |
Wholesale trade—nondurable goods |
0 |
1 |
0 |
1 |
0 |
787 |
0 |
|
82 |
Educational services |
0 |
1 |
0 |
1 |
0 |
37 |
122 |
|
97 |
National security and intl. affairs |
0 |
0 |
1 |
1 |
0 |
0 |
0 |
|
Total tons |
66 |
110 |
62 |
238 |
35,379 |
62,008 |
91,120 |
|
|
VOC |
||||||||
|
10 |
Metal mining |
0 |
2 |
0 |
2 |
0 |
1,354 |
0 |
|
12 |
Coal mining |
0 |
0 |
2 |
2 |
0 |
0 |
1,160 |
|
13 |
Oil and gas extraction |
1 |
1 |
2 |
4 |
1,216 |
95 |
37 |
|
14 |
Nonmetallic minerals except fuels |
0 |
3 |
0 |
3 |
0 |
3,511 |
0 |
|
20 |
Food and kindred products |
1 |
8 |
7 |
16 |
0 |
7,704 |
4,191 |
|
24 |
Lumber and wood products |
0 |
13 |
13 |
26 |
0 |
2,222 |
3,052 |
|
25 |
Furniture and fixtures |
0 |
2 |
0 |
2 |
0 |
971 |
0 |
|
26 |
Paper and allied products |
1 |
17 |
10 |
28 |
637 |
4,158 |
6,640 |
|
27 |
Printing and publishing |
1 |
6 |
0 |
7 |
88 |
517 |
0 |
|
28 |
Chemicals and allied products |
1 |
10 |
10b |
21 |
12 |
1,023 |
2,577 |
|
29 |
Petroleum and coal products |
0 |
3 |
2 |
5 |
0 |
161 |
24 |
|
30 |
Rubber and misc. plastic products |
0 |
7 |
4 |
11 |
0 |
2,229 |
1,399 |
|
SIC |
SIC Type |
Number of Permits |
Number of Permits by SIC |
NSR Permitted Emissions (tons) |
||||
|
Greenfield |
New at Existing Location |
Modifications |
Greenfield |
New at Existing Location |
Modifications |
|||
|
VOC |
||||||||
|
32 |
Stone, clay, and glass products |
3 |
11 |
4 |
18 |
768 |
767 |
1,072 |
|
33 |
Primary metal industries |
0 |
10 |
16 |
26 |
0 |
165 |
2,223 |
|
34 |
Fabricated metal products |
0 |
1 |
1 |
2 |
0 |
44 |
142 |
|
36 |
Electronic and electric equipment |
0 |
1 |
0 |
1 |
0 |
306 |
0 |
|
37 |
Transportation equipment |
1 |
6 |
6 |
13 |
600 |
4,745 |
1,382 |
|
39 |
Misc. manufacturing industries |
0 |
1 |
0 |
1 |
0 |
46 |
0 |
|
45 |
Transportation by air |
0 |
1 |
0 |
1 |
0 |
201 |
0 |
|
49 |
Electric, gas, and sanitary services |
90 |
65b |
30 |
185 |
10,886 |
4,954 |
1,026 |
|
82 |
Educational services |
0 |
1 |
0 |
1 |
0 |
41 |
0 |
industries), and 24 (lumber and wood products). The largest share of NSR permitted emissions for modifications was for SIC types 26 (paper and allied products, with a large contribution from coated and laminated paper), 20 (food and kindred products, with a large contribution from soybean oil mills), and 24 (lumber and wood products).
The summary above is subject to several key limitations. Complete permit data were not always available for every permit issued. The survey was for a specific time period (1997-1999); more-recent data were not available. Some sources accept limits on their emissions by state permits when modifications are made and thus are not included in the EPA database. There is some uncertainty with estimated NSR permitted emissions because emission rates are often reported on a short-term basis and had to be converted to an annualized estimate of emissions. Actual emissions are typically less than allowable levels. During the survey time period, there was a noticeable increase in the number of new natural-gas-fired turbines permitted, which would affect totals for greenfield sites and new facilities at existing locations. However, this probably does not significantly affect the frequency of permits issued for modifications. These data do not include situations in which NSR permits for major modifications were not issued, such as for facilities that considered but decided against making a modification, or for facilities that made modifications but did not get an NSR permit for a major modification, whether because of noncompliance or because the source agreed to reduce emissions and obtained a state permit. Despite the limitations of the preliminary data, they are the most comprehensive currently available.
The key inferences from the available data suggest that the following industries have significant NSR permitting activity for modifications, whether measured in terms of the number of permits or the permitted emissions: electric utilities; stone, clay, and glass products; paper and allied products; chemicals and allied products; and food and kindred products. The reported tons of permitted emissions for modifications composed 25-48% of the reported total of permitted emissions for all NSR permits, including greenfield, new facilities at existing locations, and modifications, depending on the pollutant.
Although the mix of industries appears to be widely different, the emission processes are often qualitatively similar across industries. For example, many industries use common unit operations, such as industrial furnaces, to generate steam for process use. Some industries, such as stone, clay, and glass products, use tunnel or rotary kilns, which are spe-
cialized combustion-based equipment for heating specific types of materials (EPA 1995b). Thus, although the specific design and duty cycle may differ, there are also similarities in terms of combustion principles and factors governing pollutant formation and control. For example, the NOx formation mechanisms and control strategies are similar for cement kilns, glass melting, and industrial boilers and include thermal and fuel NOx formation (if a nitrogen-bearing fuel is used), combustion-based controls, and postcombustion controls (EPA 1994b,c,d). Of course, not all the emission sources are combustion based. To provide a more thorough assessment of specific emissions technologies, later sections of this chapter feature a review of specific types of process facilities and their unit operations.
Several states provided summary information to the committee regarding NSR permitting. However, these summaries typically did not distinguish among permits for new sources and permits for modifications to existing sources. Thus, a direct inference regarding permitting activity for modifications is not readily inferable from the available state information. For example, in Louisiana, the largest share of all permits was issued for chemical manufacturing, power generation, refining, paper and allied products, and inorganic chemical industries. The industrial mix in Louisiana is somewhat unique because of the large industrial presence in areas such as those around the lower Mississippi River and Lake Charles and others. In New Jersey, permits have been issued for industries such as power generation, chemical and allied industries, petroleum refining, and others. The types of sources permitted in New Jersey have included combustion turbines, boilers, engines, and fluidized catalytic cracker units, among others. However, the industries identified in the Louisiana and New Jersey surveys as being of greatest importance with respect to permitting activity are qualitatively consistent with those identified in the EPA summary.
The use of data such as in Table 4-1 is one approach to identifying priorities among industries subject to NSR for modifications. However, another approach is to select industries that illustrate the complexity of the technology choices that are associated with decisions regarding common repairs and replacements. Furthermore, some industries are regionally important. For example, the petroleum-refining and pulp and paper industries provide useful case studies regarding the myriad of unit operations that are subject to repairs and replacement. Such industries also illustrate that many unit operations or processes are common to multiple industries. For example, industrial boilers are a common unit op-
eration that are typically used to boil water to produce steam in many industries. In addition to industrial boilers, industrial process heaters are used to heat raw materials, such as crude oil or intermediate products for processing or distillation. Industrial heaters often exhibit emissions that are similar to those from industrial boilers. The fuel used for industrial heaters and boilers differs among industries. Natural gas is predominant in the chemical industry; fuel gas and natural gas in petroleum refining; and coal, tire chips, “bark” (waste wood such as stumps), and “black liquor” (lignin that has been separated from cellulose) in the pulp industry. Based on the review of available summaries of data on permits and the evaluation of other factors, such as representativeness of the complexity of technology characteristics and options, several industries and emission sources were identified as key priorities for characterization and evaluation. These include electric utilities, petroleum refining, and paper and allied products. Furthermore, because industrial boilers are common to many industries, they are also characterized.
PROCESS TECHNOLOGIES OF EMISSION SOURCES: PROCESS DESCRIPTION, REPAIRS AND REPLACEMENT, AND POLLUTION PREVENTION AND CONTROL APPROACHES
The purpose of this section is to describe the major components of emission sources that are most relevant to NSR permitting decisions pertaining to repair and replacement. An understanding of the typical facilities in several key industries is needed to assess the impact of changes of NSR on emissions and energy use from these sectors. Thus, the focus is on those components that are most commonly subject to common repair as well as the potential for more substantial replacements. Furthermore, typical pollution prevention and control strategies are identified. Because the number of industries affected by NSR is potentially large, it was deemed infeasible to provide a comprehensive survey of all industries. However, a selected set of industries is reviewed here that either represent a high frequency of permitting activity or contain emissions processes typical of many industries. For example, electric utility power plants are among those source categories for which there is a relatively high frequency of NSR permits associated with modifications. Other industries, such as petroleum refining and paper, are important in selected regions of the country. However, these types of industries include
emission processes, such as industrial furnaces, that are common to many industries. Thus, the review provided here is intended to furnish a technical foundation for identifying issues pertaining to typical repair and replacement and their implications for cost, emissions, and other impacts.
There are no standard ways across industries of reporting process design, repair and replacement practices, and performance and cost information. Classification schemes may differ across industries because of differences in feedstocks, process configurations, and constituent unit operations. Classification schemes also may differ because of industry-specific practices and metrics. Thus, in presenting information regarding specific industries in later sections of this chapter, we tend to adhere to terminology, flowsheets, repair and replacement practices, and technology options that are tailored to that industry. For each of the industries described here, there is a representative flow sheet of the process technologies and a narrative that highlights key NSR-relevant technological characteristics.
Electric Utilities
According to 2002 national emissions estimates, electric utilities emit annually approximately 4.7 million tons of NOx, 10.3 million tons of SO2, 52,000 tons of VOCs, 499,000 tons of CO, and 582,000 tons of PM2.5 (EPA 2004o). Most utility NOx emissions are from coal-fired plants, including bituminous and subbituminous coals, and natural-gas-fired plants. SO2 emissions are primarily from bituminous coal-fired plants, with smaller contributions from other ranks of coal and from other fuels. VOC emissions from power plants tend to be low compared with other sources because of the high combustion efficiency relative to other types of energy conversion systems (e.g., internal combustion engines) and because evaporative emissions at other sources contribute significantly to national totals. Similarly, CO emissions from utility sources are a small fraction of national emissions and are associated mostly with coal and natural gas. Coal accounts for most of the estimated utility PM2.5 emissions, which in turn represent less than 10% of the estimated national PM2.5 emissions. These data are for primary emissions and do not include formation of secondary PM2.5. Thus, the key pollutants of concern for utilities tend to be NOx and SO2, although the PM2.5 emissions can be significant in the context of local airsheds. Coal and natural gas are the fuels of greatest interest with respect to this mix of key pol-
lutants. Therefore, this section focuses on identifying the characteristics of typical coal-fired and natural-gas-fired utility plants for purposes of identifying the typical repair and replacement issues for such facilities.
Typical Electric Utility Power Plant Designs
There are many variations on power plant design for both coal- and natural-gas-fueled systems. For example, for coal-fired power plants, the choice of an appropriate furnace design, as well as the design of other plant components, often depends at least to some extent on the rank of the coal and the specific properties of the coal. The choice of furnace design can influence baseline emission rates. For example, tangentially fired furnaces promote the formation of a rotating fireball inside the furnace, leading to different NOx emissions than a wall-fired boiler. Operational practices, such as optimization of fuel and air ratios, also influence emissions. A well-tuned furnace can have substantially lower NOx emissions than one that is not well-tuned, for example.
Figure 4-1 illustrates a generic power plant burning pulverized coal that is equipped with postcombustion controls for NOx, PM, and SO2. The plant includes coal storage and handling facilities and pulverizer mills that typically deliver finely pulverized coal via a pneumatic transport system to the burners. The furnace, also often referred to as a boiler, is the structure where combustion of the coal takes place. The burner design and methods for staging combustion significantly affect the formation of NOx.
The walls of the furnace structure typically are composed of steam tubes and thus most of the surfaces inside the furnace are actually heat exchangers. Therefore, the flue gas temperatures decrease as the fuel gases leave the flame zone and travel past the heat exchanger tubes. The topmost portion of the boiler is referred to as the “convective pass” and includes the heat exchangers for producing superheated steam. The temperature window in portions of the convective pass can be appropriate for selective noncatalytic reduction (SNCR), which is a NOx-control technique involving injection of ammonia or urea to promote conversion of NOx in the flue gas to molecular nitrogen (e.g., EPA 2002e). After the convective pass, at which point the flue gas temperature has been reduced because of heat exchange, is the economizer, which is also a heat exchanger.
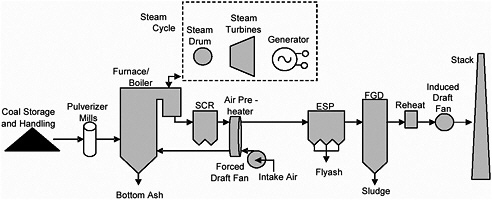
FIGURE 4-1 Simplified flow sheet for a generic pulverized coal-fired electric utility power plant with postcombustion controls for NOx, PM, and SO2.
The flue gas leaving the economizer is typically at approximately 367°C, which is compatible with the desired temperature window for selective catalytic reduction (SCR) for postcombustion NOx control (e.g., EPA 2002e). Flue gases exiting the SCR, if present, or the economizer, if SCR is not present, flow through the air preheater, which is a heat exchanger. A typical air preheater design is a slowly rotating basket, portions of which are exposed to the hot flue gas and then the cooler inlet air. An intake air fan is typically used to force air into the furnace. In some power plant designs, an induced draft fan is located downstream to pull gases through the system.
The flue gas exiting the air preheater is typically at approximately 147°C, which is an appropriate temperature window for a “cold-side” electrostatic precipitator (ESP) or a fabric filter, either of which is used to capture a high percentage (typically 99% or more) of the fly ash entrained in the flue gas. If a power plant is equipped with a flue gas desulfurization (FGD) system, also commonly referred to as a “scrubber,” the FGD system is typically located downstream of the fly ash collection device. A common design for FGD systems is a spray tower in which a slurry of limestone is sprayed into the flue gas, promoting contact of the gas with liquid droplets containing dissociated limestone (Cooper and Alley 1994; DeNevers 2000). There are numerous other FGD system designs, such as dry systems. FGD systems are also classified as throwaway (if there is a significant waste stream) or regenerative (if the sor-
bent is regenerated and reused in a continuous cycle). For illustrative purposes, we focus on wet limestone FGD because this is one of the more common designs. SO2 is highly soluble in water. The spray tower thus promotes the absorption of SO2 to facilitate aqueous-phase chemistry that produces calcium sulfite or calcium sulfate. A forced oxidation variation of the limestone-based FGD promotes a larger conversion toward calcium sulfate, which is a more desirable product in terms of handling abilities. If sufficiently purified and dewatered, the calcium sulfate from an FGD system can be used to make gypsum wallboard, although in many applications the sludge that includes calcium sulfate is ultimately disposed of in a settling pond or landfill. Because the spray tower also promotes some evaporation of water from the slurry when contacted with the warm flue gas, the temperature of the flue gas typically drops to approximately 47°C. To promote sufficient buoyancy of the flue gas for flow through the stack and some amount of plume rise, the relatively cool flue gas exiting the spray tower is reheated to a temperature of approximately 77°C or more. Reheat can be adjusted as needed by the plant operator in response to visual observation of plume buoyancy.
The other major components are part of the steam cycle. Some of the critical elements of the steam cycle include steam drums, steam turbines, generators, and associated pumps and piping. The plant will include a transmission system to deliver power to high-voltage power lines. The balance of the plant typically includes a myriad of auxiliary and support equipment and facilities, such as the control room, administrative and storage buildings, shops, roads, rail, and others.
A typical natural-gas-fired gas turbine combined cycle system is illustrated in Figure 4-2. The configuration shown is for a system with SCR for postcombustion NOx control. A gas turbine is composed of three major components: compressor, combustor, and turbine (also referred to as an expander). The compressor increases the pressure of ambient air for delivery into the combustor, where pressurized gaseous fuel (typically natural gas) or liquid fuel is introduced. The high-pressure, high-temperature combustion products enter the turbine via an inlet nozzle, and as the gases are expanded and cooled, energy is transferred to rotate a shaft. A significant portion of the shaft work is used to turn the compressor, while the balance is available for turning a generator. In some designs, a steam turbine is on the same shaft, with both the gas and steam turbines turning the same generator.
The gases exiting the expander of a typical heavy-duty gas turbine have a typical temperature of 597°C. Thus, additional thermal energy
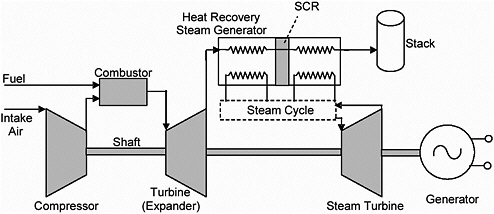
FIGURE 4-2 Simplified schematic of a typical natural gas-fired gas turbine combined cycle system.
can be recovered from the exhaust gas via a heat recovery steam generator (HRSG). The HRSG is composed of multiple heat exchangers that serve tasks ranging from heating boiler feedwater to superheating steam. Steam typically is produced at two or three pressure levels to feed multiple stages of the steam turbine. Because SCR requires a specific temperature window, it is typically located within the HRSG so that the exhaust gas that passes through it is at an appropriate temperature during normal operations.
Repair and Replacement Considerations at Electric Power Plants
This section reviews the typical repair and replacement considerations for electric power plants, with a primary focus on coal-based power plants and secondary consideration of natural-gas-fired combined cycle systems. The types of activities reviewed here are with respect to typical industry practice but are not evaluated here with respect to implications for NSR. A given repair or replacement activity may or may not trigger a requirement for an NSR permit depending on the specifics of each case.
Key elements of repair and replacement at a typical fossil-fuel-fired steam power plant include the following (Babcock and Wilcox 1978):
-
Safety considerations: These often involve proper operation of various monitoring, observation, and detection systems, such as burner observation, flame failure, unburned combustibles, fuel/air ratios, water levels, feedwater and boiler conditions, pressures, and temperatures.
-
Outages: These are scheduled outages for preventive maintenance (in the colloquial sense).
-
Internal cleanliness and inspection (e.g., measure internal boiler tube deposits and chemical or acid cleaning of tube internals).
-
External cleanliness and inspection (e.g., external fouling not removable by normal sootblowing, external signs of pending tube failure, such as blistering or warping, signs of erosion or corrosion, misalignments, deposits of ash or slag, condition of equipment, condition of exposed refractory).
-
External cleaning (e.g., water washing of sulfur-bearing ash deposits).
-
Identification of needed corrective actions (e.g., prevent recurrence of problems identified during inspection, such as start-up procedures that are too rapid and lead to overheating of superheater tubes).
-
Cleaning of internal heating surfaces (e.g., chemical cleaning techniques)
-
Repairs
-
Care of idle equipment.
Specific areas of a typical coal-fired power plant that require repair and replacement can include the following (ERCC 2002):
-
Boiler tube assemblies
-
Air heaters
-
Fans
-
Mills/feeders
-
Turbines and generators
-
Condensers
-
Control systems
-
Coal and ash handling
-
Feedwater heaters
-
Sootblowers/water lances
-
Burners
-
Motors
-
Electrical equipment
-
Pumps
-
Piping, ducts, and expansion joints
-
Air compressors.
A summary of common repair and replacement activities for each of these specific areas is given in Appendix D in Table D-1.
Many of the common repair and replacement requirements at coal-fired power plants are attributable to exposure of key components to the erosive effects of ash or other solids during fuel handling or in the flue gas stream; the corrosive effects of acid gases in the flue gas stream; or impurities, such as in steam. Wear and tear on turbine blades, heat transfer surfaces, and other components can lead to a loss of system efficiency, reliability, capacity, or some combination of the three. Thus, common repair and replacement activities are often aimed at attempting to maintain the original efficiency, reliability, or capacity of the plant. Over time, new designs or materials may become available for replacement parts, such as turbine blades, leading to the potential for improved efficiency, reliability, or capacity compared with the original equipment used in the plant. It may be easier, more economical, or more energy efficient to use the more recently available replacement parts than to attempt to re-create the original parts. Many repair or replacement projects also can prevent more catastrophic failure of the plant. For example, replacing worn heat exchanger tubes potentially could prevent a catastrophic failure that could substantially damage the plant or injure personnel. Similarly, replacing worn turbine blades before they break and are “ingested” by other parts of the turbine can avoid a more massive failure of the turbine. Thus, there is clearly a role for preventive repair and replacement to maintain the safety of the plant as well as prudent timing of replacement of worn or damaged parts or components of the plant to maintain efficiency, reliability, and capacity of the plants.
The costs of repair and replacement projects typically are higher on a per-unit-capacity basis for smaller units than for larger units. Thus, the percentage of the total plant cost represented by a particular type of repair project typically may be larger for smaller units than for larger units.
Many of the common repair and replacement activities summarized in Appendix D occur at a large proportion of coal-fired furnace units and represent costs that are a relatively small fraction of the total initial plant cost. The appendix does not attempt to summarize less frequent major replacements at a plant, such as repowering with a new furnace using an
existing steam cycle or replacing major components (e.g., turbine-generator) with an entirely new system.
Typical Air Pollution Prevention and Control Approaches for Electric Power Plants
Air pollution prevention and control options for coal-fired power plants typically focus on emissions of PM, NOx, and SO2. For natural-gas-fired gas turbine-based systems, NOx emissions are usually of primary concern, whereas emissions of other pollutants, such as CO and VOCs, are of secondary concern. There is often a trade-off between NOx prevention using combustion-based approaches (e.g., wet injection, low NOx burners) and emissions of products of incomplete combustion, such as CO and VOCs. Changes to the combustion process that prevent a portion of NOx emissions, such as lower flame temperatures, can lead to reduced combustion efficiency. However, most of this section focuses on coal-based systems.
Typical control options for PM include cold-side ESPs or fabric filters. For NOx, control options are typically classified as combustion-based or postcombustion. Combustion-based approaches typically include low NOx burners, overfire air, and other methods aimed at staging combustion to prevent at least some conversion of fuel-bound nitrogen to NOx while also preventing at least some creation of thermal NOx from nitrogen in the combustion air. Postcombustion approaches typically involve injecting a reactant such as ammonia to react with NOx in the flue gas, either without a catalyst (SNCR) or with a catalyst (SCR). To be effective, SNCR requires a specific temperature window, typically found in the convective pass of the boiler, as well as excellent mixing of ammonia (or other reagents, such as urea) with the flue gas. SCR operates at a lower temperature window, typically in a dedicated reactor downstream of the economizer heat exchanger. Detailed reviews of NOx control technology options are available elsewhere (EPA 1994b,c,d).
For SO2, the typical control options are to switch to a lower-sulfur fuel or to use postcombustion control in the form of FGD. Switching to a low-sulfur fuel often requires changes elsewhere in the plant. For example, when switching from a bituminous to a lower-sulfur subbituminous coal, it is often necessary to modify the pulverizer mills. Furthermore, because the electrical resistivity of fly ash from subbituminous coal can differ from that of bituminous coal, retrofits to an ESP (if pre-
sent) are often required. Thus, a fuel switch can entail some capital cost associated with changes within a plant.
For background information purposes, a budgetary cost analysis of typical NOx and SO2 control technologies applied to generic types of new coal-fired power plants was conducted. The analysis of NOx control technology costs is predicated on generic types of coal-fired utility furnaces as summarized by EPA (1994e). Examples of generic types of furnaces include wall-fired, tangentially fired, wet-bottom wall-fired, cell, and cyclone types. For each type of furnace, a typical uncontrolled emission range and best estimate was reported by EPA depending on whether the furnace was built before new source performance standards (NSPS), under the Subpart D NSPS or under the Subpart Da NSPS. These estimates are summarized in Table 4-2. According to EPA (1994e), no boilers of the wet-bottom wall-fired, cell, or cyclone designs have been built since promulgation of applicable NSPS. Table 4-2 is useful in providing a baseline for uncontrolled emission rates that can be used to assess the overall effectiveness of pollution prevention and pollution control strategies that reduce emissions. In practice, the typical power plant has one or more methods for source reduction or control of NOx emissions and therefore will typically have lower emissions than the uncontrolled rates shown in Table 4-2.
As an illustrative analysis of the cost-effectiveness of NOx control, which is typically reported in units of dollars of levelized cost per ton of NOx emissions avoided, a sensitivity analysis was conducted using the EPA Acid Rain Division NOx Control Technology Cost Tool3, which is a spreadsheet-based model (EPA 2002f). Levelized cost includes annualized cost recovery for capital cost plus annual fixed and operating costs and is in units of dollars per year. The annual emissions reductions is in units of tons per year. Therefore, cost effectiveness has units of dollars per ton of emissions reduction. To run this model, the user must specify the type of boiler (tangentially fired, wall-fired, etc.), the capacity of the boiler in megawatts (MW) of electricity generated, the capacity factor, and the uncontrolled NOx emission rate. The software provides results such as those summarized in Table 4-3 for two case studies based on a tangentially fired boiler with an uncontrolled emission rate of 0.7 pound (lb) of NO2/106 British thermal units (Btu).
TABLE 4-2 Typical Uncontrolled NOx Emissions by Furnace Type for Coal-Fired Utility Plants in the United States
|
Type of Furnace |
Typical Uncontrolled NOx Emissions (lb of NO2/106 Btu) |
|||||
|
Pre-NSPS |
Subpart D |
Subpart Da |
||||
|
Typical Range |
Best Estimate |
Typical Range |
Best Estimate |
Typical Range |
Best Estimate |
|
|
Tangentially fired |
0.4-1.0 |
0.7 |
0.3-0.7 |
0.6 |
0.3-0.5 |
0.5 |
|
Dry bottom wall-fired |
0.6-1.2 |
0.9 |
0.3-0.7 |
0.6 |
0.3-0.6 |
0.5 |
|
Wet-bottom wall-fired |
0.8-1.6 |
1.2 |
N/A |
|
|
|
|
Cell |
0.8-1.8 |
1.0 |
|
|||
|
Cyclone |
0.8-2.5 |
2.0 |
||||
|
Abbreviation: Btu, British thermal unit; lb, pound; NSPS, New Source Performance Standard; N/A, not applicable. Source: EPA 1994e. |
||||||
TABLE 4-3 Example of Cost-Effectiveness Estimates for Utility Boiler NOx Control for a Generic Tangentially Fired Furnace: Comparison of Cost Effectiveness for Different Sizes and Capacity Factors
|
Control Optiona |
Emission Rate, lb of NO2/106 Btu |
Cost Effectiveness, $/ton |
|
|
100 MW Boiler at 30% Capacity Factor |
600 MW Boiler at 75% Capacity Factor |
||
|
Uncontrolled |
0.70 |
— |
— |
|
LNC1 |
0.40 |
4,600 |
260 |
|
LNC2 |
0.37 |
3,100 |
240 |
|
LNC3 |
0.33 |
3,700 |
280 |
|
SCR |
0.14 |
16,800 |
780 |
|
LNC1+SNCR |
0.24 |
9,500 |
620 |
|
LNC2+SNCR |
0.22 |
8,400 |
590 |
|
LNC3+SNCR |
0.20 |
8,700 |
610 |
|
LNC1+SCR |
0.12 |
17,200 |
810 |
|
LNC2+SCR |
0.11 |
16,300 |
790 |
|
LNC3+SCR |
0.10 |
16,560 |
820 |
|
aLNC1, LNC2, and LNC3 are various types of low-NOx burner designs. Abbreviations: Btu, British thermal unit; lb, pound; MW, megawatt. |
|||
The two case studies were chosen to represent scenarios that would lead to high values of cost-effectiveness, such as for a smaller boiler used for peaking service, versus those that lead to lower values of cost-effectiveness, such as for a larger boiler used for baseload service. The purpose of the comparison is to demonstrate the wide range of variability in cost depending on boiler size and capacity factor. The choice of control options can include combinations of combustion-based and postcombustion options (e.g., LNC1 [low-NOx concentric burners, level 1], with selective catalytic reduction), as shown in the table. The cost-effectiveness varies by a factor of 3-5 when comparing control options, depending on the case study, with emission reductions varying from 43% to 86%.
The cost-effectiveness is sensitive to both the uncontrolled emission rate and to the capacity factor. For example, the estimated cost-effectiveness of NOx control for a 600-MW boiler with a 75% capacity factor ranges from $200 to $700 per ton (with corresponding control efficiencies of 43% to 86%) if uncontrolled emissions are 1.0 lb/106 Btu to $700 to $1,800 per ton if uncontrolled emissions are 0.4 lb/106 Btu. At an uncontrolled emission rate of 0.7 lb/106 Btu, but with a capacity factor of 0.5, the cost-effectiveness range, corresponding to the range of control options shown in Table 4-3, varies from $600 to more than $1,500 per ton.
For a wall-fired boiler, a similar set of case studies was conducted, assuming an uncontrolled emission rate of 0.9 lb of NOx/106 Btu. For a 600-MW plant with a capacity factor of 75%, the estimated cost-effectiveness of NOx control ranged from $110 to $600 per ton over a range of control efficiencies from 51% to 89%. For a 100-MW plant with a capacity factor of 30%, the corresponding range of estimated cost-effectiveness was $1,400 to $13,000 per ton. Control options ranged from low-NOx burners (LNB) only to combinations of LNB, overfire air, and postcombustion methods of either SCR or SNCR.
Typical capital costs for selected pollution control equipment for coal-fired power plants are reported by EPA (2002e). For example, the capital cost of SCR is reported to be approximately $80/kilowatt (kW), whereas the capital cost of FGD systems for a typical 500- to 600-MW plant vary from approximately $160 to $210 per kW depending on the FGD system selected. A separate cost analysis performed using the Integrated Environmental Control Model (IECM) (Rubin et al. 1997), for a typical 600-MW wall-fired power plant burning bituminous coal produced capital estimates of approximately $25/kW for combustion-based
NOx control, $40/kW for SCR, $120/kW for FGD, and $45/kW for PM control, compared with a total plant cost (inclusive of all emission controls) of $1,280/kW versus a capital cost of $1,020/kW for the base plant excluding controls. The difference in the cost of the base plant versus the total plant includes the cost of controls plus additional costs associated with increased auxiliaries such as ash handling. Thus, the capital cost of installing all the air pollution controls collectively increases costs by 25% compared with the base plant. However, the costs for any of the controls individually vary from 2.5% to 12%. As an aside, the cost for SCR estimated by the IECM is at the low end of a typical range of reported SCR values for actual installations. However, the installed cost of SCR depends on site-specific factors and the cost of the catalyst, which can fluctuate, thereby leading to interplant variability in SCR cost.
All of the cost analyses reported in the preceding paragraphs pertain to a new plant. The costs to retrofit emission controls to existing plants can be considerably higher, depending on site accessibility and whether the retrofit can be accomplished during a scheduled outage without increasing outage time. Furthermore, the total impact of control technologies can include changes in overall plant efficiency as well as changes in fixed and variable operating costs. Thus, the cost analyses here typically represent a lower bound but nonetheless illustrate the sensitivity of cost to plant-specific conditions (uncontrolled emission rate, plant size, capacity factor, and others).
Costing algorithms for the capital, annual, and levelized costs of a variety of pollution control systems are available in EPA’s Air Pollution Control Cost Manual (EPA 2002e) and other references, such as documentation of the IECM (Berkenpas et al. 1999). These algorithms as well as reported costs for various actual facilities can be used as a basis to evaluate the cost implications of various air pollution prevention and control options.
Industrial Boilers
Industrial boilers and combustors represent a diverse collection of processes or devices that supply heat to a larger process or system or that act as thermal oxidizers of waste products. As is common when addressing emission sources for airborne pollutants, electric utility boilers are deliberately excluded from this category. Excluding electric utility generation, industrial boilers and combustors vary widely in their size and
purpose. They play a role in a large number of different processes and systems that are geographically dispersed. As a result, the potential impact to humans of airborne emissions from industrial boilers and combustors is substantial because as they are widely dispersed geographically and equally present in urban and rural airsheds that may or may not be classified as nonattainment areas.
The diverse applications that use nonutility industrial boilers and combustors involve a variety of fuel types, which result in substantial variability in emission profiles. Relative to the six criteria pollutants, industrial boilers and combustors constitute significant sources of four (NOx, PM, SO2, and CO). The process that a particular unit serves determines, or strongly influences, the boiler or combustor fuel choice, which in turn greatly influences the emission profile. In a petroleum-refining process, flares used to oxidize sulfur in tail-gas streams, or combustion-driven process heaters fueled by crude oil with a high sulfur content, will produce high sulfur emissions. Pulp and paper processing can use biomass as a combustor fuel, resulting in high PM emissions. Because industrial boiler and combustor use is both widespread and tailored to specific applications, the potential to emit a particular criteria pollutant varies widely, depending on the fuel mix and installed emission controls. For example, because the CO CO2 reaction is a principal reaction in combustion, both species are emitted in much higher concentrations than the other four gas-phase criteria pollutants. In addition, unlike the catalytic converters used to oxidize CO to CO2 on mobile combustion sources, such controls are rare for large stationary combustion sources. As a result, nonutility industrial boilers and combustors represent a significant source of CO. Of the more than 1 million tons of CO emitted in 1999 (EPA 1999), the largest source categories by far were biomass-fired boilers and combustors (228,812 tons/year) and natural-gas-fueled reciprocating engines (206,647 tons/year), turbines (26,776 tons/year), and boilers (85,665 tons/year).
The diversity of applications in which industrial boilers and combustors are used makes them significant sources for four of the six criteria pollutants. After the phased elimination of leaded gasoline between 1975 and 1986, the primary source of lead emissions shifted from automobiles to metalworking (smelters) and battery-manufacturing processes, neither of which is considered in this section. Ozone is not directly produced by fossil fuel combustion, although NOx emissions and fugitive hydrocarbon emissions from fuel storage and supply components, among other sources, contribute to ozone formation (see Chapter
3). The remaining four criteria pollutants are emitted as a result of the combustion process, with different fuels and types of combustion resulting in different emissions, but the principal emissions vary depending on the type of combustion and the fuel used:
-
SO2: Source, combustion; abatement technologies, low-sulfur fuels (coal, oil).
-
NOx: Source, combustion; abatement, NOx reduction (primarily SNCR, also SCR), utilizing combustion best practices (e.g., lean combustion, air staging, flue gas recirculation, steam injection), low-NOx burners.
-
CO: Source, combustion; abatement, none.
-
PM: Source, combustion; abatement, electrostatic precipitators, fabric filters, cyclones, wet gas scrubbers.
Repair and replacement activities that are typical for industrial boilers and combustors are likely to be similar in many ways to those for utility boilers:
-
Burner inspection and repair: For solid fuels and liquid fuels containing significant impurities, the fuel injection process can erode fuel injector parts over time, degrading burner performance. Periodic inspection and repair are required to monitor and address degraded burner operation.
-
Repair/replacement of heat exchanger tubes: Heat is transferred from the hot-side combustion gases to the cold-side fluid (typically water) within large arrays of heat exchanger tubes. When fuels high in mineral impurities are burned, deposits condense on the outside of the tubes, reducing the rate of heat transfer over time and eventually requiring replacement or repair. Similarly, the thermal and mechanical stresses imposed on the tubes can cause rupture. Periodic inspections are required, which can lead to significant activities to repair degraded or damaged heat-exchanger tubes.
Petroleum Refining
The domestic petroleum-refining industry consists of 152 facilities (down from 324 in 1981), geographically dispersed across 32 states. Fourteen of these facilities are small enough to avoid classification as
“major sources” under Title V of the Clean Air Act (CAA). The remaining 138 facilities are located in both urban and rural areas, with concentrations of multiple facilities located along the coast of the Gulf of Mexico, along the Pacific coast of California, north-central Utah, and northwestern Washington State. Other refineries are located along the western Great Lakes and along the east coast from New York to Virginia. Some average-size inland refineries are located in Kansas, Oklahoma, Illinois, Tennessee, Kentucky, and Indiana. Petroleum refineries have a substantial impact on environmental quality of all sorts, not just air quality. For example, of all industries operating in California, petroleum refining is the largest source of hazardous wastes (CalEPA 2004). Of the petroleum refineries designated as major sources, slightly more than half (57%) are in nonattainment areas (Abt Associates Inc. 2003). The geographic distribution of refineries means that controlling air emissions from these facilities potentially affects tens of millions of people, both those living and working nearby in nonattainment areas as well as those downwind, in regions that may or may not be classified as nonattainment areas. Table 4-4 presents an inventory of emissions from typical petroleum-refining processes.
Petroleum refining is the process by which crude oil of various grades is converted into a wide variety of hydrocarbon products. Refineries range in processing capacity from 1,000 to 545,000 barrels/day (EIA 2003a). Fuels compose approximately 90% of the output of refineries, with the remaining percentage composed of lubricants and other hydrocarbon-based petrochemical products. Because each refinery constitutes a very large capital investment, and because the product lines of each refinery vary, actual refinery configurations vary from one facility to another.
It is illustrative to consider petroleum refining as consisting of a series of chemical reactors, each operating at a different temperature and pressure and handling different hydrocarbon feeds. Supporting these reactors is an array of devices that transport, blend, separate, pressurize, and heat the hydrocarbon feeds and catalysts to the conditions needed within each chemical reactor. With this framework, references to a specific refining process necessarily encompass ancillary devices such as pumps and heaters, which contribute substantially to the total emissions attributed to the process. Typical refining processes in order of decreasing processing volume are distillation (atmospheric and vacuum), cracking (catalytic and thermal), catalytic hydrotreating, catalytic re-
TABLE 4-4 Natural Emissions Inventory (Tons/Year) for Typical Petroleum-Refining Processes
|
Process (no. of facilities with process) |
NOx |
PM10 |
PM2.5 |
CO |
SO2 |
VOCs |
NH3 |
|
Vacuum distillation (34) |
24 |
8 |
7 |
45 |
135 |
1,763 |
1 |
|
Catalytic cracking (78) |
22,946 |
12,002 |
9,267 |
80,008 |
105,499 |
6,800 |
1,286 |
|
Fluid coking (13) |
43 |
153 |
111 |
4 |
3,712 |
484 |
1 |
|
Oil and gas production (25) |
226 |
138 |
124 |
194 |
727 |
529 |
78 |
|
Misc. petroleum production (34) |
2,036 |
489 |
398 |
1,926 |
7,534 |
3,588 |
64 |
|
Chemical production (48) |
3,960 |
274 |
251 |
2,750 |
17,748 |
2,531 |
35 |
|
Mineral production (6) |
18 |
17 |
10 |
27 |
103 |
146 |
3 |
|
Misc. production (16) |
297 |
1,001 |
909 |
171 |
473 |
38 |
12 |
|
Misc. petroleum processes (50) |
1,012 |
186 |
130 |
1,074 |
7,251 |
1,045 |
148 |
|
Internal combustion (64) |
15,884 |
1,267 |
1,261 |
6,261 |
416 |
3,801 |
320 |
|
External combustion (277) |
146,714 |
16,471 |
15,586 |
45,073 |
134,072 |
9,250 |
5,779 |
|
Storage and transportation (178) |
1,752 |
108 |
— |
190 |
2,635 |
33,585 |
196 |
|
Water and waste treatment (194) |
1,253 |
2,449 |
2,243 |
979 |
6,336 |
11,239 |
344 |
|
Fugitives (97) |
1,224 |
518 |
380 |
1,696 |
14,804 |
40,756 |
49 |
|
Source: Abt Associates 2003. |
|||||||
forming, and catalytic hydrocracking (see Figure 4-3). However, for any given facility and its instantaneous product mix, any combination of processes may be active, resulting in a variable “emissions fingerprint” for the facility as a whole. The national emissions inventory for petroleum refineries presented in Table 4-4 notably aggregates a number of the smaller-volume refining processes under several “miscellaneous” categories. Also notable in Table 4-4 is the predominance of combustion sources (internal and external) to overall emissions. Many of these com-
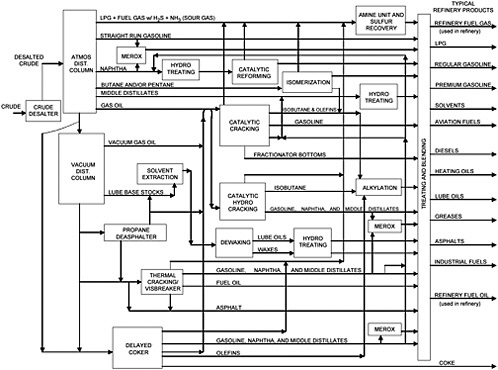
FIGURE 4-3 Simplified process flow diagram for a typical petroleum refinery operation. Overall refining process proceeds from upper left (introduction of raw crude) to final dispensed products along right edge (fuel gases, gasoline, solvents, etc.). Not shown are ancillary devices (heaters, pumps, etc.) used to alter temperature and pressure of each feed (lines, arrows) as necessary before entering each individual process unit (boxes). Source: EPA 1995c, based on Garry and Handwerk 1994.
bustion sources are associated with the operation of one of the refining processes listed. To understand the air emissions attributed to each process, a basic understanding of each process is necessary:
Distillation
Distillation is the process of coarsely separating the components of the petroleum feed by boiling-temperature differences. This is achieved by heating the liquid feed to progressively higher temperatures. The different components in the feed volatilize (change from liquid to gas) at different temperatures, based on molecular weight and mixture composition. Components that volitalize in the same temperature range are then collected, condensed, and sent for further purification. Distillation can take place under atmospheric or reduced pressure (vacuum) conditions. The latter is used to separate higher-molecular-weight components of the petroleum feed.
Conditioning and Other Miscellaneous Processes
Conditioning and other miscellaneous processes involve manipulating the fluid and chemical characteristics of the petroleum feed to optimize the operation of subsequent, downstream processes. Hydrotreating removes impurities such as sulfur and nitrogen from hydrocarbon feeds that would poison catalysts used in downstream processes. Hydrotreating also converts olefins (alkenes) to paraffins (alkanes) to prevent the formation of gums in fuels. Hydrotreating involves reacting the petroleum feed with hydrogen under high pressure in the presence of a catalyst. Isomerization involves rearranging molecules (typically alkanes) without altering their molecular weight or composition to obtain-higher-value isomer species. The process takes place in the presence of a catalyst. By comparison, catalytic re-forming converts low-value species (e.g., naphthas) into high-value species of similar, but not necessarily identical, molecular weight (e.g., benzene). Catalytic re-forming also takes place in the presence of a catalyst. Dewaxing is a process that removes waxy contaminants (paraffins) from lubricating oils produced in a refining process. The dewaxing process can be either catalytic (paraffins in the lubricant are broken down in reactions over a catalyst) or filtration (paraffins are condensed and removed from the lubricant).
Catalytic Cracking
The catalytic cracking process involves breaking down larger hydrocarbon molecules and re-forming the fragments into smaller hydrocarbon molecules. It occurs at high temperatures and involves vaporizing the hydrocarbon feed and introducing a granulated or powdered catalyst.
As a result, in addition to the ancillary processes associated with catalytic cracking that are needed to pressurize and heat the reactants and collect the lower-molecular-weight products, additional supporting processes exist to recover, regenerate, and reheat the granulated or powdered catalyst material. Note that regeneration of the catalyst material under reducing conditions is a primary source of CO.
Sulfur Recovery
The sulfur-recovery process, also referred to as gas “sweetening,” involves removing primarily hydrogen sulfide (H2S) from process gases for conversion to elemental sulfur and eventual resale. The predominant sulfur-recovery method is a modified Claus process in which the gaseous H2S stream is partially oxidized to SO2. The mixture of SO2 and H2S then reacts over a catalyst to produce elemental sulfur. Because the modified Claus process is 94-97% efficient, additional steps are usually required to extract the remaining sulfur compounds in the “tail-gas.” If the remaining sulfur in the tail gas is predominantly H2S, the tail gas stream can be directed to a thermal oxidizer to convert H2S to SO2 and then subjected to wet or caustic scrubbing. Alternatively, the Beaven process adsorbs H2S in a quinone solution, producing hydroquinone and elemental sulfur. This mixture is then centrifuged to remove the sulfur and oxidized to convert the hydroquinone back to quinone, which is then recycled in the process. If a variety of sulfur compounds exist in the modified Claus tail gas (e.g., SO2, carbonyl sulfide, carbon disulfide), a SCOT (Shell Claus off-gas treating) process is used to catalytically reduce these compounds to H2S (cobalt-molybdenum catalyst), which are then adsorbed in a regenerable diisopropanolamine solution.
Internal and External Combustion Devices
Boilers, incinerators, furnaces, and steam generators supply steam and electrical power to drive machinery and provide heat for various re-
fining processes. Fuels fed into these devices include coal, fuel oil, natural gas, and facility off-gases. Air emissions from these devices are typical of hydrocarbon-fueled combustion devices.
Fugitive Emissions
Fugitive emissions originate throughout the refining process as a result of leaks from seals associated with fittings connecting pipes, tanks, and process devices. Fugitive emissions also originate from the loading and unloading of raw materials (e.g., PM released during coal delivery) and from wastewater-treatment processes (e.g., aeration, holding ponds).
One way to envision refinery emissions is to consider petroleum refining as consisting of a series of chemical reactors, each operating at a different temperature and pressure and with a different hydrocarbon feed. Supporting these reactors is an array of devices that transport, blend, separate, pressurize, and heat the necessary hydrocarbon feeds and catalysts to reach the conditions needed for each chemical reactor. Air emissions from petroleum refining, and the technologies commonly used to abate them, can largely be categorized as below. The abatement technologies listed for each criteria pollutant reflect those technologies catalogued in a comprehensive review of EPA’s RACT/BACT/LAER clearinghouse (more than 100 facilities and more than 350 processes reviewed, listed under “petroleum refining processes”):
-
SO2: Source, sulfur recovery, fugitives, internal combustion; abatement, gas scrubbing and adsorption (wet gas, caustic, Beaven, SCOT, Welman-Lord processes), fuel scrubbers, flares, incineration, fuel-sulfur content limits, and leak detection and prevention.
-
NOx: Source, internal and external combustion, sulfur-recovery unit; abatement, SCR, SNCR, utilizing combustion best practices (e.g., lean combustion, air staging, flue gas recirculation, steam injection), annual/daily limits on engine operation, and low NOx burners.
-
VOCs: Source, distillation, catalytic cracking and re-forming, isomerization, waste treatment, materials loading, fugitives; abatement, flares, incineration, leak detection and prevention, and vapor recovery.
-
CO: Source, catalyst regeneration; abatement, CO boiler/ oxidizer.
-
PM: Source, catalytic cracker, catalyst regeneration, internal combustion, materials loading; abatement, electrostatic precipitators, cy-
-
clones, baghouses, wet gas scrubbers, covered conveyers, telescoping chutes, partial and full enclosures, and watering.
The promulgated and subsequently stayed equipment replacement provision (ERP) exempts changes from triggering NSR activities that are considered “routine maintenance and repair.” Thus, any assessment of the impacts of procedural changes to the NSR program must consider the type of repair and replacement activities typical of petroleum refineries. Table D-2 in Appendix D presents the aggregated responses to a National Petrochemical and Refiners Association member survey initiated in response to an information request from the committee.
Pulp and Paper
The pulp and paper industry is a multifaceted industry, encompassing facilities that manufacture paper and paperboard products including linerboard, office paper, paper bags, paper towels, and napkins (among others). Because of the variety of final products, the mills that exist in the United States can be very different, and the process flow diagrams can vary. Typically, the manufacture of paper and paperboard products involves chemical pulping, mechanical pulping, or combined chemical and mechanical pulping. However, approximately 80% of the facilities that exist in the United States are mills that manufacture paper products by the kraft process (Springer 2000). This section on the pulp and paper industry focuses specifically on kraft mills because of the prevalence of these facilities in the United States as well as the numerous air pollution concerns associated with the chemical recovery processes of kraft mills.
A basic flow diagram for a mill operating with the kraft process is depicted in Figure 4-4. In addition to the major components in Figure 4-4, each mill also has a separate boiler for producing power. All the subprocesses depicted in Figure 4-4, as well as the power boiler, are critical to the overall production rate, and each has components that require repair and/or replacement to ensure proper operation. Thus, each section of a typical kraft mill is potentially affected by the NSR changes.
The process of generating paper in a kraft mill involves four primary processes: (1) preparing and digesting the raw materials, (2) processing the pulp, (3) drying and preparing the product, and (4) chemical recovery.
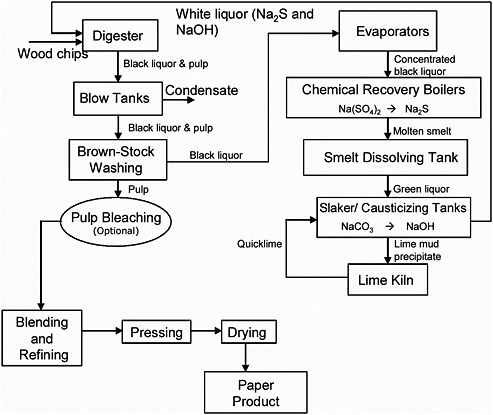
FIGURE 4-4 Schematic of the major processes in a kraft mill.
Preparing and Digesting Raw Materials
Hardwoods and softwoods are used in paper mills. The final product produced in the mill dictates the blend of hardwood and softwood material used. However, regardless of the nature of the wood, the primary step in a kraft milling process involves debarking the wood logs (by a mechanical procedure) and reducing the raw materials to chips. The chips are size segregated, and those deemed “too small” are transferred to the power boilers for use as fuel. Larger chips are mechanically processed further to achieve optimal chip size. Optimally sized chips are then fed into the digesters.
Digesters in a kraft mill are either batch or flow reactors that are used to convert raw wood chips to pulp. As noted in Figure 4-4, optimally sized wood chips are mixed with a white liquor that consists of sodium sulfide (Na2S), sodium hydroxide (NaOH), and water. At high temperatures and pressures, the white liquor helps convert the wood
chips to a soluble phase containing the lignin and an insoluble phase (the brown pulp) that is further processed into paper. The soluble and insoluble phases are separated in the blow tanks.
Processing the Pulp
The pulp that emanates from the blow tanks is subjected to additional processing to remove spent digesting liquids (black liquor), improve the quality of the pulp, and, depending on the final product, bleach the pulp. The brownstock washers are used to remove spent digestion liquids from the pulp material. The diluted black liquor that exits the brownstock washers is collected for further chemical treatment. Washed pulp (brownstock) is also passed through screens to remove excessively large (partially undigested materials) or small pieces of the pulp. A proper pulp size is needed to ensure the strength and quality of the final product.
Certain kraft mills also use a bleaching process to convert the brown pulp to a white (bleached) pulp. This bleaching process involves using of a chlorinated compound such as chlorine dioxide to remove any residual lignin from the pulp, which results in a brightening or bleaching of the digested raw material. Pulp is introduced into a bleaching tower, bleached, and then washed to remove excess bleaching liquid.
Drying and Preparing the Product
The washed (and perhaps bleached) pulp is processed into a final product through a series of blending and drying processes. Blending of softwoods and hardwoods changes the ultimate strength and characteristics (e.g., softness) of the final product. It is important to note that different wood types are processed in the digesters separately to ensure that proper digestion times as well as recovery techniques are used. (As an example, softwoods contain high concentrations of terpenes. Thus, after the digestion process, gases emanating from the digester and blow tanks used for softwood processing are condensed and recovered to form turpentine.) To achieve the desired final product characteristics, softwood pulp and hardwood pulp must be blended. Once the appropriate pulp blends are achieved, the pulp is sprayed onto large pressing and drying rollers where the paper product is formed.
Chemical Recovery
A critical component of a kraft mill is the chemical recovery process. The black liquor generated in the digester is captured in the blow-tanks and washer sections of a typical mill. This liquor is then passed through a recovery boiler to recover Na2S. The molten smelt that is generated is further reacted to ultimately recover NaOH. The recovered Na2S and NaOH form the basis of the white liquor that is fed into the digesters as wood chips are processed.
Typical Emissions and Control Equipment
The primary emissions from a kraft mill consist of VOCs, SO2, NOx, CO, and PM. Variations in the emission rates of each of the pollutants can exist based on the wood products used (softwood versus hardwood) as well as the final product that is produced by the mill (Someshwar 2003; Davis 2000). The National Council for Air and Stream Improvement as well as EPA have conducted studies to determine the typical emissions from specific mill processes (Someshwar 2003; NCASI, in press). Table 4-5 provides data on the types of compounds emanating from the major sections of a typical kraft mill as well as the typical air pollution control devices that are used to reduce emissions (Someshwar 2003; NCASI in press; Witkowski and Wyles 2004; Springer 2000; Davis 2000). It is important to note that the composition of emissions from the power boilers will vary depending on the type of fuel that is used. Typical fuels and the percentage of mills using the specified fuel in steam-generating power boilers are as follows: natural gas, approximately 33%; wood, approximately 33%; coal, approximately 26%; and oil/miscellaneous fuels, approximately 8% (NCASI in press). Although the use of waste bark may be an efficient use of resources, the combustion of bark typically generates excessively high levels of CO compared with the combustion of other fuels in a typical steam-generating power boiler (NCASI in press).
Mill Repair and Replacement Activities
Numerous repair and replacement activities are periodically undertaken to ensure safe and optimal mill performance. For existing kraft mills, these types of activities have the potential to trigger NSR. There-
TABLE 4-5 Typical Air Pollutant Compositions and Emission-Control Equipment Used in Each Subprocess in a Kraft Mill
|
Subprocess |
Typical Air Pollutants |
Typical Emission Control |
|
Digester |
VOCs, sulfur compounds |
Combustion |
|
Blow tanks |
VOCs, sulfur compounds |
Combustion |
|
Brown stock washing |
VOCs, sulfur compounds |
Combustion |
|
Bleaching |
Halogenated compounds (particularly chlorine dioxide and chloroform), CO |
Alkaline scrubber |
|
Chemical recovery boilers |
PM |
ESP |
|
Smelt dissolving tanks |
PM |
Scrubbers |
|
Slaker/causticizing tanks |
PM |
Scrubbers |
|
Limn kiln |
PM, sulfur compounds |
Scrubber or ESP |
|
Drying |
VOCs, sulfur compounds |
Combustion |
|
Source: Data from Witkowski and Wyles 2004. |
||
fore, any effort to assess the impact on kraft mills of operational changes to the NSR program depends on the nature of these activities. Table D-3 in Appendix D lists repair and replacement and other activities specific to kraft mills that are periodically undertaken. The quality and variety of the fuel types used in the pulp and paper industry may result in repair or replacement activities for facility components that are different from those that occur in industrial sectors relying on one fuel type.
TECHNOLOGICAL CHANGE
The stringency and form of environmental regulation can influence the nature and speed of technological change for pollution control equipment and have important implications for the cost and performance characteristics of that equipment. Technological advances can lead to lower costs of installing pollution control devices, lower costs of operating those devices, improved emission reduction performance, or some combination of those improvements. Understanding the relationship between regulation and technological change is important to accurately assess the costs and, in some cases, the benefits of environmental regulations into the future, including the changes to NSR rules being considered in this report.
Regulatory stringency and applicability have a direct relationship to the size of the potential market for a particular control technology and the incentive of a developer to improve that technology. Greater certainty about future regulatory requirements also provides for a more accurate assessment of the potential market for a particular technology and may increase incentives for improving that technology. The potential for being designated NSPS, BACT, or LAER, in theory, could provide an incentive for technology developers to devise a better technology for reducing or even preventing emissions, but there are no empirical studies of the effects of these regulations on new technology development. The form of environmental regulations—be they technology standards, emission rate standards, or cap-and-trade programs—will also affect incentives for different forms of innovation. In particular, emissions cap-and-trade regulations impose an opportunity cost in the form of the price of an emission allowance on every ton of pollutant emitted and thereby potentially create a stronger incentive to improve emission-control efficiencies of particular technologies than would exist with either technology standards or emission-rate standards (Keohane 2002).
To illustrate the relationship between environmental regulation and the development of emission-control technologies, two examples of such technologies are considered: FGD technology used to reduce emissions of SO2 and SCR technology used to reduce NOx emissions from fossil-fuel-fired boilers used to generate electricity.
Flue Gas Desulfurization
FGD technology is of particular interest because it must be installed for compliance with new source performance standards for SO2 emission reduction at new pulverized coal electricity-generating units. The recent settlements of EPA NSR enforcement cases against several utilities (see Chapter 2) included agreements to install FGD scrubbers at one or more coal-fired units. FGD units were also an important part of utility compliance strategies with the SO2 cap-and-trade provisions of Title IV of the 1990 Clean Air Act Amendments. Sixteen utilities installed retrofit FGD units in at least one of their existing coal-fired generators to comply with Phase I of Title IV (Swift 2001). Approximately eight scrubbers were installed after stricter caps were put in place under Phase II of the program, which took effect in 2000 (Burtraw and Palmer 2004).
Studies of the effect of NSPS and Title IV on innovation in scrubber technology suggest that both forms of regulation helped spur techno-
logical advances, but of different types. Taylor et al. (2003) found that patents relevant to SO2 control technology grew dramatically in the early 1970s and have remained high through the mid-1990s relative to earlier time periods. Popp (2003) found that SO2 removal patent counts peaked in the early 1980s, substantially above post-1990 levels. He suggested that this pattern indicates that stricter NSPS rules issued in the late 1970s contributed to increased patenting in the early 1980s. The subsequent decline in patenting activity could be due to a combination of factors, including lower-than-expected SO2 allowance prices, the drop in construction of new coal-fired generators, and a declining propensity to patent in general.
Several authors find that the move toward a more flexible cap-and-trade approach to SO2 regulation contributed to new forms of innovation. Burtraw (1996, 2000) found that the flexibility associated with permit trading allowed generators to make changes in institutional behavior that helped to lower costs and that by creating a form of competition with scrubbing helped to provide incentives to reduce scrubbing costs. Popp (2003) found that although capital and operating costs of scrubbers declined during the period since first implementation of NSPS, the move to cap-and-trade regulation for SO2 in the late 1990s was accompanied by an improvement in the SO2 removal efficiency of FGD units. This improvement is seen as a direct result of the stronger incentive to continually reduce emissions associated with a need to hold SO2 allowances to cover all emissions. Keohane (2002) also found that FGD equipment costs did not decline during Phase I of Title IV but that the operating efficiency of scrubbers did increase and brought about large declines in operating costs per ton of SO2 removed. Recent vintages of FGD units reduce potential stack emissions of SO2 by 95% or more, whereas the median emission reduction before the revised NSPS for SO2 in the late 1970s was closer to 80% (Popp 2003; Taylor et al. 2003). Today’s systems are also much more reliable than were the FGD systems installed in the 1980s, and the increased reliability contributes to higher total SO2 removal (Taylor et al. 2003).
Improvements in reliability and in the removal efficiency of FGDs are linked to some extent. As noted by de Nevers (2000), the electric utility industry endured problems associated with the early adoption of systems such as limestone scrubbers in the 1970s and early 1980s. Examples of problems encountered included higher than anticipated corrosion of metals; deposits of solids, as well as scaling and plugging, in the FGD system itself; entrainment of slurry droplets and downstream deposition of solids; underutilization of reagent; and problems with the sepa-
ration of water from the waste products. Solutions to these problems have included better control of pH in the slurry, better control of the composition of the slurry to avoid scaling and plugging problems, improved design for key components such as entrainment separators, and increased slurry holding times and oxidation.
Learning by doing also has helped to bring down the costs of operating FGD units. Taylor (2001) showed that the operating costs of FGD units have fallen by 17% for every doubling of installed capacity. Capital costs of a wet limestone scrubber designed to reduce emissions of 3.5% sulfur coal by 90% at a 500-MW unit have fallen by roughly 50% over 20 years, and the bulk of those declines occurred before the beginning of the cap-and-trade program (Taylor et al. 2003, Figure 6).
Selective Catalytic Reduction
SCR technology is of interest because it is a very effective means of reducing NOx emissions at utility boilers that has the potential to reduce emissions by between 70% and 90%. SCR generally is assumed to be necessary to meet NSPS requirements for NOx reductions at new pulverized-coal facilities. SCR is also the technology typically selected to control NOx in settlements of NSR enforcement cases brought against large electricity producers by EPA in recent years.
SCR is one of many ways to control NOx emissions, and it is a relatively capital-intensive and expensive method compared with other approaches (Swift 2001) that have proven sufficient to achieve compliance with recent NOx regulations. Before the 1990 CAA Amendments, many existing coal-fired generators faced no restrictions on emissions of NOx. Title IV of the 1990 CAA Amendments imposed an annual average emission-rate cap on NOx emissions for coal-fired generators in the United States. The emission-rate limit was based on the use of low-NOx burners, and the standard varied by boiler type (Swift 2001). Most units complied with the regulation by installing low-NOx burners, although flexibility provisions in the law, such as emission-rate averaging across units at a plant, encouraged firms to reduce emissions through other means, such as changing air/fuel mixtures and adjusting boiler temperatures to reduce NOx emissions before investing in control technology (Swift 2001). The linking of these standards to the degree of reduction achievable with low-NOx burner technology provided limited incentive for U.S. coal-fired generators to adopt the more expensive SCR technol-
ogy. However, in several states, such as California, SCR was applied starting in the 1980s on gas turbine combined cycle facilities.
Demand for SCR to reduce NOx emissions was expected to grow somewhat when the Ozone Transport Commission (OTC) program for capping summertime NOx emissions from electricity generators in nine northeastern states took effect in 1999. This cap began in Phase II of the OTC program, which ran from 1999 through 2002, mandating a 55% reduction in summertime NOx emissions from affected sources below 1990 levels. Despite the large reductions sought, most of the regulated units were able to achieve a large fraction of the required reductions in NOx emissions through operational changes, and thus the role for SCR was much smaller than expected (Swift 2001). Beginning in summer of 2003, this cap was tightened to roughly 70% below the 1990 level (Burtraw and Evans 2004). The geographically more expansive multistate NOx caps under EPA’s NOx State Implementation Plan Call, which covers 19 states and the District of Columbia and took effect in the summer of 2004, greatly increased installations of SCR technology. Also, coal-fired power plants in a number of states have retrofitted combustion and postcombustion NOx controls (for example, low-NOx burners and SCR) in response to state implementation plan (SIP) requirements for attaining National Ambient Air Quality Standards.
The United States was a relatively late adopter of SCR. In Japan, it was used as early as the late 1970s but at much lower removal rates than are common today, typically at a rate of 60%. These lower removal rates meant that there was less of an issue with ammonia slip because utilization of ammonia is more complete under these conditions. German coal-fired boilers adopted SCR in the late 1980s and early 1990s in combination with environmental regulations. During the 1980s, improvements in catalyst formulation, as well as injection grids and control systems, enabled achievement of the 80-90% removal efficiencies with less ammonia slip for a wider variety of flue gas compositions.
One barrier, in addition to high costs and relatively low regulatory stringency, to adoption of SCR in the United States during the 1980s was the perception that SCR could not be used in U.S. coal plants because the alkali content of U.S. coal was higher than that from coal used in Japan (or Germany) and that this difference could be a potential cause of catalyst plugging or poisoning. However, experience has shown that, with appropriate catalyst formulation, different coal chemistry is not a problem. Other potential problems with the application of SCR, such as ammonium salt deposition on downstream equipment, are apparently
reduced or eliminated by controlling ammonia slip and by selecting appropriate materials and surfaces for such equipment (e.g., an air preheater).
Ongoing work by Taylor (2004) finds that SCR emission removal efficiencies have improved dramatically coincident with the spread of regulations requiring or spurring their use from Japan in the late 1970s to early 1980s, to Germany in the late 1980s to early 1990s, and then to the United States more recently. Increased SCR use in the United States has come about only recently, largely in response to the regional summertime NOx emissions cap-and-trade programs in the northeastern states and to NSR requirements. Currently, removal efficiencies of 90% and beyond are feasible, and typically 90% removal is guaranteed by vendors (Culligan and Krolewski 2001). Operating costs of SCR units have also declined by 50% in 10 years (Taylor 2004).
NSR Modifications and Incentives for Technological Change
Several economic researchers have raised the question as to whether NSR regulations inhibit technological change. Anecdotal evidence and a small amount of empirical evidence, discussed in Chapter 5, suggest that differentiated regulation of new sources slows capital turnover and that differentiated regulation of modified sources reduces investment in modifications and upgrades at existing plants. To the extent that these technological modifications would have promoted new technologies, the evidence of reduced investment at existing plants could be consistent with dampened diffusion of new technology and reduced technological change more broadly. However, no empirical studies have explored this relationship directly (Jaffe et al. 2003). Not addressed here is the issue of the implications of tighter controls on new sources versus keeping older sources online longer.
The dearth of literature on NSR and technological change makes it difficult to offer much in the way of informed judgment about how the recent NSR rule changes are likely to affect innovation, let alone any direct evidence on the issue. To the extent that the regulation reduces applicability of NSPS, BACT, and LAER to existing sources, it could reduce demand for pollution control retrofits and thereby reduce innovation by technology developers. However, if the very endogeneity of the original rules (the fact that NSR applies only when major modifications actually take place) limited investment activity in the first place, then this effect is likely to be small.
An argument can be made that by expanding the use of flexibility measures such as plant-wide applicability limitations (PALs), the new rules could increase incentives for innovation and for adopting new technologies. PALs represent a form of intrafacility emissions trading, and emission trading has been shown to provide a stronger incentive for innovation than uniform emission standards. However, most of the research on this issue has focused on broader-scale interfacility emissions trading and the incentive effects of the more narrowly defined PALs program are likely to be smaller. Because the PAL applies for 10 years, firms typically emit below the PAL level in the earlier years to allow some headroom to accommodate anticipated demand growth over the 10-year period (EPA 2002a). The emissions cap created as a result of a PAL could provide an incentive to become more efficient in order to increase the firm’s production of marketable goods. However, under a PAL, firms have little incentive to seek ways to reduce ultimate emission levels below the PAL. An exception would be if a particular pollutant were also covered by a broader cap-and-trade program such as the summer cap-and-trade program for NOx in the eastern states or the Title IV national cap-and-trade program for SO2. In both of these cases, a firm has a direct incentive in the form of the emission allowance price to reduce emissions beyond the PAL. Most of the NSR modifications such as changes in methodology for estimating emissions effects and baseline emissions, PALs, exemptions for pollution control, and the expenditure threshold definition of routine maintenance limit the possibility that a particular investment or expenditure at an existing facility will trigger NSR. Those favoring the NSR rule changes have asserted that concerns over triggering NSR reduced investments at existing plants and, at the same time, reduced markets for new technologies (see Box 4-1). They also have asserted that limiting its applicability could increase the adoption of new technologies, which in turn could spur technological innovation. Whether this hypothesized effect would occur remains an open question.
SUMMARY
The key conclusions of this chapter are as follows:
-
There is significant NSR permitting activity pertaining to modifications. On the basis of preliminary data, which are subject to
|
BOX 4-1 An example of an emerging technology is integrated gasification combined cycle (IGCC). IGCC features the gasification, rather than combustion, of fuels. For example, coal (or a wide variety of other fuels, including waste fuels) is partially combusted by using an oxidant (typically 95% pure oxygen from a dedicated air-separation plant), and steam or water is added. The partial combustion of the fuel supplies thermal energy for endothermic gasification reactions that lead to the formation of a synthesis gas containing CO, H2, and other compounds. The bulk of noncombustible material in the fuel is removed via the bottom of the gasifier as a vitrified “slag” that typically is less leachable than the bottom ash of a conventional furnace. The “syngas” goes through gas cooling, scrubbing, and acid gas separation to remove particles, H2S, and carbonyl sulfide (COS). The sulfur is recovered in elemental, solid form and can be used as a by-product. The synthesis gas can be used as a fuel in a gas-turbine combined cycle to generate power. Alternatively, the synthesis gas can be used as a feedstock for the production of chemicals, such as hydrogen, ammonia, and methanol. Gasification can be the cornerstone of a “polygeneration” system or “coal refinery” that creates a mix of multiple products. For power-generation applications, NOx emissions can be prevented or minimized via saturation of the syngas with moisture and/or injection of nitrogen from the air-separation plant. IGCC systems are generally more efficient than the combustion-based systems and have lower water usage, lower air pollutant emissions, and greater fuel flexibility. Although IGCC technology has been shown to be technically feasible in several large-scale demonstration plants, IGCC has not yet been cost competitive in the United States. However, American Electric Power has recently announced its intentions to construct the first commercial IGCC plant in the United States sometime in the next 5 to 6 years. |
-
various limitations, the reported permits for modifications compose 25-48% of the reported total amount of permitted emissions among all NSR permits, depending on the pollutant.
-
NSR permits for modifications have been issued for a wide variety of emission-source categories but primarily in the following industries, whether measured by number of permits or amounts of permitted emissions: electric utilities; stone, clay, and glass products; paper and allied products; chemicals and allied products; and food and kindred products.
-
Although the mix of industries appears to be diverse, their emission processes are often similar. For example, many industries use common unit operations such as industrial furnaces to generate steam for process use, whereas others use combustion sources, such as tunnel or rotary kilns.
-
A review of common repair and replacement practices for selected types of process facilities showed that such activities can vary considerably in frequency and cost4. Likewise, for a given emission source, such as a utility boiler, a wide range of pollution prevention and control options can vary in effectiveness and cost.
-
Emission sources, pollution prevention techniques, and pollution control technology are expected to change over time, and regulations such as the ones considered here can be part of the motivating factors for such change. However, the effects of regulations can vary greatly, depending on the specifics of the programs.


















































