
Executive Summary
The Program Manager for the Assembled Chemical Weapons Alternatives (PMACWA) program of the Department of Defense (DOD) requested the National Research Council (NRC) to review and evaluate the designs for pilot plant facilities to destroy the chemical weapons stored at the Pueblo Chemical Depot in Colorado and the Blue Grass Army Depot (BGAD) in Kentucky. To accomplish this task, the NRC established the Committee to Assess Designs for Pueblo and Blue Grass Chemical Agent Destruction Pilot Plants (ACWA Design Committee). This interim report presents the committee’s assessment of the design for the Blue Grass Chemical Agent Destruction Pilot Plant (BGCAPP). It is based primarily on the initial design documentation and test plans, but also on various test reports and trade studies that became available to the committee and on communications with PMACWA and BGCAPP contractor personnel.
This interim report has been prepared so that PMACWA and the BGCAPP contractor can benefit from the committee’s assessment and address identified concerns before the BGCAPP design becomes finalized. It focuses on significant issues that have so far come to the attention of the committee.
BACKGROUND ON THE ACWA PROGRAM
DOD established the Assembled Chemical Weapons Assessment (ACWA) Program in response to Public Laws 104-201 and 104-208, enacted in 1996, mandating that DOD assess and demonstrate alternative technologies to incineration for the destruction of chemical weapons at Pueblo Chemical Depot and Blue Grass Army Depot. Public Law 104-201 required DOD to coordinate with the NRC.
In August 2003, the Army requested the NRC to form a committee to assist in evaluating the designs for the pilot plant facilities at Pueblo and Blue Grass. The ACWA Design Committee was established in October 2003. The statement of task for the committee is as follows:
The Program Manager for Assembled Chemical Weapons Alternatives (PMACWA) has awarded contracts for the design, construction, systemization, pilot testing, operation and closure activities aimed at destroying the assembled chemical weapons stockpiles at the Pueblo Chemical Depot and Blue Grass Army Depot. Chemical neutralization-based technologies form the basis for destroying the agent and energetics associated with both stockpiles, along with new or adapted processes for preparing weapons for disposal and treating secondary waste streams generated during the primary neutralization processing step. These facilities differ from previously constructed baseline incineration facilities and from those constructed for bulk chemical agent disposal. To assist the PMACWA, the NRC will initially examine planning documentation and designs for the Pueblo and Blue Grass facilities and provide comments and recommendations. Separate reports will address the specific issues for each facility.
The NRC will:
-
Assess planning documentation for design and construction of the Pueblo and Blue Grass facilities.
-
Assess process and facility designs of the Pueblo and Blue Grass Chemical Agent Destruction Pilot Plants.
-
Consider design issues raised by permitting considerations and public acceptability (e.g., design aspects of facility closure).
-
Produce reports within three months following the date the initial and intermediate designs are provided to the NRC for Pueblo and Blue Grass.
This report is the committee’s assessment of the initial design for BGCAPP.1 The BGAD stockpile consists of M55 rockets that contain GB or VX, reconfigured 155-mm projectiles that contain VX, 155-mm projectiles containing Levinstein mustard agent (H) and bursters, and reconfigured 8-inch projectiles containing GB.
BRIEF DESCRIPTION AND ASSESSMENT OF THE BGCAPP INITIAL DESIGN
PMACWA awarded the contract for a chemical weapons destruction facility to the Bechtel Parsons Blue Grass Team, which is expected to design, construct, operate, and eventually close the pilot plant facility upon completion of its mission.2 The committee believes that the contractor’s initial technical risk assessment has identified the main technical risks and developed appropriate plans to address them.
The major steps in the destruction processes that will be used at BGCAPP are illustrated in Figure ES-1. Initially, the munitions on their storage pallets are transported from the storage igloos to the BGCAPP, where they are unpacked and the packaging material (dunnage) is separated from the munitions. Rockets are then conveyed to one of two rocket shear machines (RSMs) in separate explosion containment rooms (ECRs). The RSM punches holes in the top and bottom of the agent cavity to drain out the agent. A high-pressure water wash removes any remaining solidified heels or residuals. The agent is transferred to storage tanks to await processing. Rockets, contained within their fiberglass shipping/firing tube, are then cut into nine segments by a modified baseline RSM that uses a rotary disc cutter at cut points 4 and 8 and a guillotine-like blade at all other cut points. The locations of the cuts and the method of cutting were selected to minimize the amount of aluminum that will be sent to the energetics batch hydrolyzers (EBHs).
The committee is concerned that one of the cuts (cut number 4) is to be done very close to the igniter of the rocket motor and must be very precisely placed, even though the rocket has as much as a half-inch of play within its shipping/firing tube. The Bechtel Parsons Blue Grass Team is reviewing this process and is expected to modify it to reduce the hazard. The use of a rolling disc pipe cutter instead of hydraulic shear is being considered as one means to achieve a more precise cut.
The energetics from the rockets, which include warhead segments containing burster charge segments and fuzes and rocket motor segments containing propellant, are placed in bins and transferred using multiaccess robotic arms to 16 EBHs for treatment. The rocket motor segments are placed in bins separate from those containing the warhead and tailfin pieces and are delivered to the EBHs in a specified sequence.
The EBHs are large rotating vessels similar to those found on concrete trucks. The flights within the EBHs mix munition pieces with caustic solution. The propellant is processed separately from the other energetics. First, water and caustic solution are added to an EBH. Then, the rocket motor segments are added and processed for 2 hours. The warhead and tailfin segments are then added and processed for 4 hours. At the end of this time, undissolved materials, consisting of firing tube pieces, burster wells, and metal parts from the rockets, are removed by reversing the direction of rotation of the EBH. When all the solids have been removed, the rotation speed of the EBH is increased to remove the hydrolysate, which is sent to one of the three energetics neutralization reactors (ENRs) dedicated to each of two lines of eight EBHs (six ENRs in all). Given the residence times in the EBHs, the committee believes energetics will have been completely destroyed before being sent to the ENRs. Employment of three ENRs per EBH line may therefore be overly conservative. The hydrolysate in the ENRs is sampled and tested by differential scanning calorimetry to verify that agent and energetic materials have been destroyed to acceptably low levels. The criterion for agent destruction is 99.9999 percent. The specific criterion for energetics is still to be determined but will be well below the level at which the hydrolysate would pose an explosion hazard. When these criteria are met, the hydrolysate is transferred to storage tanks awaiting treatment in the supercritical water oxidation (SCWO) reactors. Normally, one EBH in each line is a spare. The committee believes that a review of the sizing of the post-EBH components of the energetics hydrolysis system and of the number of EBHs may be warranted,
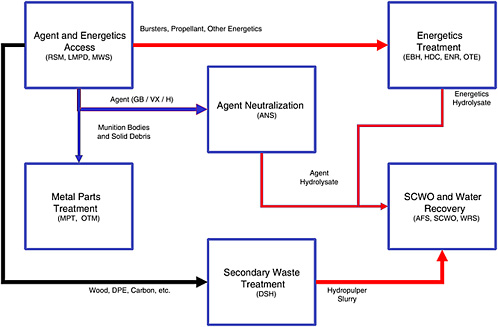
FIGURE ES-1 Block flow diagram for BGCAPP: ANS, agent neutralization system; DSH, dunnage shredding and handling; AFS, aluminum filtration system; WRS, water recovery system. SOURCE: Adapted from John Ursillo, BGCAPP Process Design/TRRP Manager, “Process design overview,” briefing to the committee on September 22, 2004.
especially in light of the new analytical methods for verifying agent and energetics destruction. Metal parts from the EBHs are sent to the heated discharge conveyor (HDC), which is similar to the HDC used in the baseline systems. The HDC heats the metal parts to 1000°F for at least 15 minutes, after which they are cooled and sent to storage, where they await disposal.
Projectiles containing GB will be treated after all the rockets containing GB have been destroyed. Similarly, projectiles containing VX will be processed after the rockets containing VX. From the unpack area, the projectiles are sent to a linear projectile/mortar disassembly (LPMD) machine located in one of the ECRs. The Bechtel Parsons Blue Grass Team has selected a commercial off-the-shelf robotic machine to replace the circular projectile/mortar disassembly machines at chemical disposal facilities using baseline incineration technology. In the LPMD, the lifting lugs, fuze cups, and burster charge are removed. Prior testing of the new LPMD machines for PCAPP has shown that they will be an effective, reliable, and maintainable means of removing the energetics from the projectiles stored at BGAD. Projectiles without bursters are processed in a nose closure removal (NCR) station. The NCR station is derived from the projectile/mortar disassembly machine used in baseline facilities.
From the LPMD and NCR, the projectile bodies, still containing agent sealed in the body by the burster well, proceed to the munitions washout system (MWS). Robots handle the projectiles in the MWS, where each projectile is first weighed and then placed in one of the cavity access machines (CAMs) of the MWS. A hydraulic ram shoves and crimps the burster well into the projectile body. The agent is drained and a high-pressure water spray nozzle on the hydraulic ram washes out any remaining residue while the projectile body is rotated. The emptied projectile body is weighed again to verify the mass of agent removed for Chemical Weapons Convention (CWC) treaty compliance. The agent is stored until ready for processing. Offgas
from the EBHs, HDC, and ENRs is collected and treated in an energetics offgas treatment (OTE) system. The design of this system, though discussed in this report, had not been fully resolved. Energetics processing requires this system to have a high availability.
The metal parts from the projectile body are conveyed to one of two metal parts treaters (MPTs) for decontamination by heating to 1000°F for more than 15 minutes. The MPT consists of an entry airlock, process chamber, and exit air lock. Metal parts are transported in carts on tracks through the MPTs. The inner wall surface of each MPT is maintained at 1200°F by induction heaters. Superheated steam at 1200°F is introduced into the process chamber of the MPT as a carrier gas to move vaporized agent and other gases produced by the decontamination process into the MPT offgas treatment (OTM) system. The design of this system, like that of the OTE, is briefly discussed in this report but has not been completed. It remains of concern to the committee because agent neutralization and metal parts processing require it, too, to have a high availability.
Agent concentrate from the cavity accessing and washout process is stored in agent storage tanks until ready for hydrolysis. Then, the agent is sent to one of two agent neutralization reactors (ANRs). VX and GB will be hydrolyzed with caustic. Mustard agent (H) will be hydrolyzed with hot water and then the pH will be raised to 10.5 with caustic solution. After reaction, the hydrolysate is sent to an agent hydrolysate tank, where it is stored until being blended with the energetics hydrolysate for further processing in the SCWO reactors.
SCWO is used to process the agent and energetics hydrolysates and slurry produced from contaminated dunnage. Supercritical conditions are typically 1112°F (600°C) and 3,626 psi (250 bar.) Air is miscible with supercritical water, as are most organics. The resulting oxidation typically converts the elements to their most stable oxidized state. Thus, carbon is oxidized to carbon dioxide, hydrogen to water, sulfur to sulfates, and so on. However, salts such as sodium sulfate will not dissolve in supercritical water and can block outlet orifices and coat the walls if not properly managed. Supercritical water containing oxygen is very corrosive. Thus, a liner is inserted into the reactor to protect the outer container walls. The Bechtel Parsons Blue Grass Team has selected titanium for the liner. During runs with VX and GB, liners must be replaced almost weekly, which necessitates opening the reactor.
Though it focused on design issues, the committee briefly reviewed the approach used for permitting and for assuring public acceptability. The permitting process has been approved by the Kentucky Department of Environmental Protection (KDEP). Permits have been obtained on a timely basis, and KDEP, with the Army and its contractors, has established a well-defined sequence for interactively managing the modifications of permits for BGCAPP through the completion of its design, operation, and closure. In addition, the Army and its contractors have worked closely with the Kentucky Citizens’ Advisory Commission (CAC) and a public focus group established by the CAC, the Chemical Destruction Community Advisory Board (CDCAB). The CDCAB meets frequently with the Army and its contractors to review design progress and to advise the public on policy issues of interest. The committee encourages the Army and its contractors to continue to pursue public involvement.
GENERAL FINDINGS AND RECOMMENDATIONS
General Finding 1. The committee was able to review only initial design documentation for BGCAPP, results of completed technical risk reduction program studies and tests, and presentations pertaining to the developing intermediate design. Nevertheless, it believes that, given an appropriate response to the findings and recommendations in this report and the favorable resolution of any problems uncovered by the studies and tests still in progress, a BGCAPP that is able to safely and effectively destroy the chemical agent and energetic materials in the chemical munitions at Blue Grass Army Depot can be anticipated. The basis for this optimistic assessment can be summarized as follows:
-
The chemical neutralization (hydrolysis) of GB, VX, and H has been extensively studied. The Bechtel Parsons Blue Grass Team, in its technical risk reduction project (TRRP) 2a, is verifying the operating temperature and concentration of caustic for actual degraded GB. Both liquid and solid residues removed from M55 GB rockets processed at Anniston Chemical Agent Disposal Facility are being used. In TRRP 2b, the team is performing a similar study for H. The operating conditions for VX were verified at Newport Chemical Agent Disposal Facility.
-
The newly designed systems for disassembling the projectiles and the rockets and for accessing the chemical agent in these munitions are up-
-
to-date approaches that appear to be effective. The projectile line uses commercially available robots to handle the munitions. The rocket shear machine is a modification of the machine used in the baseline process. (The committee does note a concern: Cut number 4, which in rockets is made near the igniter, could result in inadvertent ignition of the propellant.) The high-pressure water washout removes all the solids and liquid agent from the projectile bodies, reducing the chemical agent load on the MPT.
-
The MPT had already undergone some developmental testing by the time this report was being prepared. However, additional testing was needed to establish operating conditions for all feed streams. After completion of this testing, the MPT design is intended to be capable of decontaminating metal parts to a condition making them suitable for unrestricted release.
-
Limited testing to date of the SCWO system indicates that it can be adequate for the treatment of agent and energetics hydrolysates at BGCAPP. However, there has been no testing of the BGCAPP SCWO system for the treatment of dunnage.
General Recommendation 1. PMACWA should continue with the existing design of BGCAPP and continue testing to address issues noted in the findings of this report.
General Finding 2. The safety of BGCAPP workers and the public is an integral part of the design and the planned operation of the BGCAPP.
General Recommendation 2. As the BGCAPP design evolves, the Army and the contractors making up the Bechtel Parsons Blue Grass Team should continue to make the safety of workers and the public a foremost consideration.
General Finding 3. The unit operations in the BGCAPP design have never been deployed together as a single integrated process. As a consequence, and not-withstanding positive throughput analysis results to date, a prolonged period of systematization will be necessary to resolve integration issues as they arise, even for apparently straightforward unit operations. The committee believes the high availability demanded for process equipment that is either new or significantly different from existing equipment (e.g., the RSM) may be an unrealistic requirement.
General Recommendation 3. The Army and its contractors should review the availability assumptions, especially for new or prototypical equipment, giving particular attention to the probability of prolonged outages from major failures—for example, an explosion in the RSM from accidental ignition of the propellant.
General Finding 4. Much of the dunnage and secondary waste is not contaminated.
General Recommendation 4. All uncontaminated dunnage and secondary waste should be sent offsite for disposal. Adequate documentation should be maintained to certify the status of waste with respect to its exposure to agent.
General Finding 5. Use of SCWO for treatment of contaminated dunnage is still under evaluation, and only limited testing has been done to date. (The committee understands that uncontaminated secondary wastes will not be treated by the SCWO system.) In any case, before varied wastes can be sent in a slurry to the SCWO system, they must be shredded and micronized. The committee believes such treatment is problematic, especially given that the wastes could be sent whole to the MPT for treatment, which would probably be simpler and more reliable.
General Recommendation 5. Alternative approaches for treating contaminated dunnage and wastes should be considered by the Army, with involvement by the public. One alternative to SCWO for treatment of contaminated dunnage is to treat it in the MPT to levels suitable for release to appropriate waste disposal sites.
General Finding 6. The offgas treatment systems for agent/metal parts treatment and for energetics treatment still require development and testing to establish that all potential gas feeds can be treated. Furthermore, because the input streams have not been fully characterized, the composition of each of the effluent streams to be treated cannot be predicted.
General Recommendation 6. The offgas flowing to the bulk oxidizer units should be fully characterized to determine the presence of compounds that may result in unacceptable reaction products—for example, poly-
chlorinated dioxins or furans in the effluent from the treatment of energetics offgas.
General Finding 7. The steps that have been taken at the Blue Grass Army Depot to date to involve the public have been significant. The public has played a role through its comments on the various licensing and permitting activities and can directly contact the Blue Grass Chemical Demilitarization Outreach Office to have concerns and questions addressed. Furthermore, it is represented by the Citizens’ Advisory Commission, especially its Chemical Destruction Community Advisory Board.
General Recommendation 7. The Army should continue to pursue and support public involvement. Furthermore, the involvement and collaboration of stakeholders (especially the public) should remain a cornerstone of the chemical weapons destruction program.






