
CHAPTER SIX
Technologies and Costs for Coalbed Methane Produced Water Treatment
Numerous treatment technologies may be used for coalbed methane (CBM) produced water to achieve water qualities suitable for beneficial uses or to comply with permitted discharge requirements. The vast majority of CBM produced water treatment is completed for the purpose of disposal (see Chapters 4 and 5). Treatment is therefore generally performed either as a regulatory requirement of the Underground Injection Control (UIC) program to facilitate subsurface drip irrigation or for National Pollutant Discharge Elimination System (NPDES)-issued permits for discharge to ephemeral and perennial drainages (see Chapter 3). If the water is treated prior to deep reinjection disposal the treatment is done for operational purposes or to address bacterial contamination (see Chapter 4).
The selection of CBM water treatment options varies as a function of several factors, including (1) produced water quantity and quality; (2) allowable quality of discharged water; (3) the water treatment technique or techniques that can be or are used; (4) transportation and/or storage needs for produced water prior to and after treatment, until disposal or use; and (5) the regulatory framework in place, including water rights and transfer, and allowable uses for treated water. These factors and the resulting effects on costs of treatment contribute to variation in the predominant water treatment (and management) strategies used throughout the western CBM basins. For example, within the Powder River Basin, relatively low salinity and other dissolved constituent concentrations, high water production rates, and perennial shortages of water have led to increased interest in the possibilities of treating the water for beneficial uses rather than disposal (see Chapters 2 and 4). However, most CBM produced water in the Powder River Basin is presently treated only for compliance with NPDES permit requirements for surface discharge. The same permitting and technological treatment issues apply to other western CBM basins, which have employed surface discharge for CBM produced water in a very limited way. Within the San Juan, Raton, Uinta, and Piceance basins, treatment of waters with high total dissolved solids (TDS) and high-salinity is limited primarily to operational purposes for disposal by
deep-well reinjection, the primary CBM produced water management method employed in these basins. These variations in treatment and disposal options occur despite the fact that currently available water treatment technologies allow almost any water quality requirement or goal to be achieved, regardless of the initial quality or quantity of the source water, although at varying costs.1 The Clean Water Act expresses the necessary level of treatment for discharges to be that achievable with the best available technology at an economically achievable level.
This chapter includes information specific to the treatment techniques predominantly used today for CBM produced water in the western CBM basins, as well as some of the techniques for which significant field-scale tests have been conducted but that are not necessarily currently used on a commercial scale. Costs of these primary treatment technologies are also discussed.
Comprehensive, independent, objective evaluations of water treatment techniques for CBM produced water, their effectiveness, and costs have not been widely available, nor are they easy to conduct because of issues of vendor confidentiality and the many variables to consider in treating produced water in different locations. A broad, independent technical assessment of treatment technologies potentially applicable to CBM produced water, including those used for pre- and posttreatment, desalination, and waste disposal, is currently being conducted as part of a collaborative research project led by researchers at the Colorado School of Mines. The project has released the first edition of its technology assessment in which 54 water treatment technologies and disposal methods were addressed (RPSEA, 2009). The document has served as a source of independent information for the primary CBM produced water treatment techniques discussed in this chapter. The committee also collected information from other published sources as well as from water treatment vendors in the western states.
PRIMARY TREATMENT TECHNOLOGIES FOR CBM PRODUCED WATER
A single water treatment technology is generally optimized to address specific constituents in the water but is not usually effective in treating every potential constituent. Thus, depending on the initial quality of the produced water, its eventual use (or disposal), and desired constituent concentrations, one technique alone may serve the primary treatment purpose, or several treatment techniques may be used in sequence to achieve a desired water quality. Sodium adsorption ratio (SAR, a numeric expression of the concentration of sodium, relative to the concentration of calcium and magnesium in produced water; see also Chapter 2) and salinity (measured as electrical conductivity [EC]) are the constituents of
CBM produced water that usually receive the most focus, although treatment for additional constituents, including fluoride, barium, ammonia, bicarbonate, and some trace elements, may be necessary to meet NPDES, UIC, state, and/or tribal regulatory requirements for surface discharge or subsurface reinjection. Some amount of pretreatment may be required as a compliment to treatment for SAR and EC or for disposal by subsurface drip or deep-well reinjection; pretreatment techniques may include degassing, settling, filtration, coagulation, flotation, and/or flocculation. These techniques are not discussed further.
Table 6.1 presents the more commonly occurring constituents in CBM produced water and the treatment technologies that are able to effectively remove or substantially reduce the concentration of these constituents: (1) ion exchange; (2) reverse osmosis; and (3) Freeze/Thaw Evaporation (FTE). The table also includes adsorption by cation exchange using zeolites and phytoremediation techniques although these techniques are not in common use for treating CBM produced water at this time. Although organics and biological agents are not known to be present in CBM produced water to any significant degree, they are included in the table for purposes of comparison between technologies. Table 6.2 provides a summary of the principles of operation, advantages, disadvantages, limitations, and relative costs of these treatment systems for CBM produced water. Each of the treatment techniques is then reviewed in detail.
Ion Exchange
Ion exchange treatments have been developed specifically in response to the need to reduce the SAR in the sodium concentration of produced water. Ion exchange systems function by capturing and removing a specific ion type within the CBM produced water. The specific purpose of ion exchange is to remove sodium by replacement with a different cation. By this fact alone, SAR will be reduced. Ion exchange resins capture specific dissolved ions and release other (like-charged) ions. Thus, the concentration of a specific ion of concern (e.g., sodium in agricultural areas) can be substantially reduced. The adsorption characteristics and saturation configuration of an ion exchange resin are specific to the ion targeted and a function of the resin composition. In as much as the fixed- and fluid-bed resin exchange technologies that are being used employ primarily sodium cation-specific resins, these treatment systems do not remove substantial proportions of anions or other cations in the produced water stream.
Exterran Water Management Services has developed ion exchange water treatment technologies that use a modification of a Higgins Loop CCIX technology—a patented process exclusively licensed from Severn Trent Services—referred to as continuous countercurrent ion exchange systems for removing sodium and other cations from produced water. Higgins Loop is the most widely used ion exchange technology for CBM produced water treatment (RPSEA, 2009). Approximately 18 percent of all permitted discharge
TABLE 6.1 Estimated Treatment Technology Effectiveness for Constituent Types in CBM Produced Water
TABLE 6.2 Advantages and Disadvantages of Common CBM Produced Water Treatment Methods
|
Treatment Method |
Use |
Principle |
Advantages |
Disadvantages |
Limitations |
Relative Cost |
|
Ion exchange |
Extensive use in Powder River Basin; limited trial use in other basins |
Selective removal and replacement of sodium using cation exchange resin; ancillary treatment is bicarbonate—TDS reduction; can be combined with secondary treatments for fluoride, barium, ammonia, SAR reduction |
Very efficient specifically for sodium (SAR) reduction; extensive history; low energy requirement; capable of processing large volumes of water; proven technology; all- weather operational; long operating life; operation time of 99% in service; waste stream can be eliminated with marketable dried product or reduced to 5 percent of input volume; certain systems are portable and mobile |
Requires large volumes of water to be cost effective; elimination of concentrated brine waste stream may be required; turnkey operation involving hazardous material; requires routine, regular maintenance; resin needs periodic replacement; constituent removal is specific to resin; treatment process specifically targets sodium; can be combined in series for removal or reduction of other constituents |
Significant infrastructure; involves hazardous material handling |
High initial capital investment cost; relatively low per-unit treatment cost once in operation |
|
Treatment Method |
Use |
Principle |
Advantages |
Disadvantages |
Limitations |
Relative Cost |
|
Reverse osmosis |
Specialized use in San Juan, Raton, Uinta, and Piceance basins; trial use in Powder River Basin |
Pressurized filtration through fine-pore membrane |
Highly effective, can remove most contaminants; can minimize waste stream for disposal; proven technique and technology |
Requires frequent maintenance; produces concentrated brine waste stream; treated water quality may exceed needs; substantial energy requirement; may require membrane replacement; turnkey operation; requires large volumes to be cost effective |
May require pretreatment; temperature sensitive—operates in 50 to 95º F range; significant infrastructure, relatively immobile |
High initial capital investment cost; high per-unit treatment cost; waste stream disposal cost |
|
Freeze- Thaw Evaporation |
Application specific to limited locations; initially developed for conventional oil and gas waste handling |
Distillation by freezing and evaporation |
No energy input required at treatment facility; environmentally benign process; no hazardous waste material handling; relatively inexpensive per-unit treatment cost |
No mobility of treatment facility; often requires hauling water long distances; requires large, dedicated land area; only effective in subfreezing environments, for limited time periods; requires full-time onsite management when in operation |
Wastewater storage ponds and basins may be hazardous to water fowl; may require canopy screening; requires access to disposal facility for concentrate; unpredictable process timing |
High initial capital cost for land acquisition and basin construction; relatively high per-unit treatment cost |
water in the Wyoming portion of the Powder River Basin is currently being treated with this technology.2 Water to be treated is passed through a large bed of molecularly adsorbent resin beads. Sodium and, secondarily, other positively charged molecules such as potassium, calcium, and magnesium are adsorbed onto the resin. Collateral treatment includes degassing bicarbonate and reducing alkalinity of the treatment water (see Figure 6.1). Additional unit configurations can be included to address issues of fluoride, ammonia, barium, heavy metals, radium, nitrates, arsenic, and uranium.3
This process can lower SAR values by up to 98 percent and substantially lower the TDS and bicarbonate concentrations of produced water while producing a concentrated brine waste stream, although the method may not treat TDS to the level necessary to meet NPDES discharge regulations; posttreatment may be needed to achieve those standards (RPSEA, 2009). Currently available commercial operations being used in the Powder River Basin have water treatment capacities of as much as 35,000 barrels per day per unit.4 The actual amount of sodium removal depends on the resin-to-water ratio, the produced water flow-through volumes and rates, and the frequency of resin reconditioning. Brines are generally disposed of by deep-well injection through the UIC program administered by the Environmental Protection Agency (EPA). The waste stream can be reduced typically to as little as 3 percent or less of the inflow stream.
The patented Drake system5 is a variant of the ion exchange process that was developed specifically for treatment of sodium bicarbonate-rich CBM produced water of the Powder River Basin. The system uses a modified fluid-bed ion exchange treatment that produces low-sodium treated water and minimal sodium sulfate brine (1 to 3 percent of influent water). The brine can be reduced by drying and has a commercial value as sodium sulfate (Glauber’s salt), a chemical salt used in the manufacture of detergents and paper. Drying reduces the brine stream volume by over 86 percent, from a liquid to a dried salt that is easily managed. Thus, no waste stream or product needs disposal. System treatment capacity is approximately 8,500 barrels per day. Although primarily designed for treating produced water with relatively low TDS, sodium removal (and SAR reduction) is reported to be highly effective. Although the footprint for the facility is greater (approximately 2 acres) than that for a Higgins Loop system, the energy requirements may be slightly lower (RPSEA, 2009).
A third commercial ion exchange process uses two or three compressed resin beds, instead of one; the multiple compressed beds are used to achieve simultaneous cation and anion removal. The Eco-Tec RecoPur system6 is designed for reducing SAR and conductiv-
|
2 |
T. Olson and D. Beagle, Exterran Water Management Services, personal communication, August 4, 2009. |
|
3 |
Ibid. |
|
4 |
Ibid. |
|
5 |
See drakewater.com/AboutUs.html (accessed March 5, 2010). |
|
6 |
See www.eco-tec.com/products/coal_bed_methane.php (accessed February 23, 2010). |
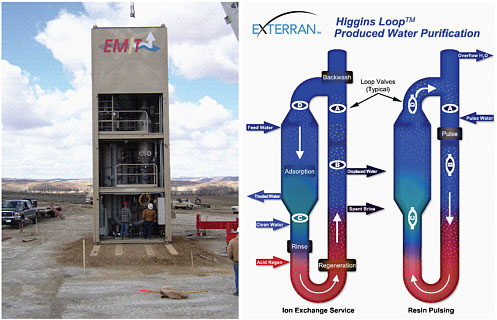
FIGURE 6.1 Left: Exterran Water Management Services facility in operation in the Powder River Basin shows the approximate footprint of the main treatment complex; the total footprint may be up to 450 square feet. Right: Diagrammatic illustration of the modified Higgins Loop process. The letters A, B, C and D represent main control valves that separate the four major vessels of the Higgins Loop. When closed they hold the resin, produced water and process fluids in place in the respective chambers. When opened they allow the resin to pulse, or move hydraulically, from chamber to chamber. In both of the pictures shown the A Valve is closed. The A Valve is closed during the ‘Pulse’ Cycle to contain the water used to move the resin. It opens temporarily during the Treatment/Regeneration Cycle while resin in the Backwash Vessel replenishes the supply in the Pulse Vessel. SOURCE: Used with permission from Exterran Energy Solutions L.P. (Parent company of Exterran Water Management Services LLC).
ity values and reports a high water processing capacity (up to 36,000 barrels per day). The system is designed to have a smaller operational footprint than other ion exchange methods but has, to date, been used only in pilot-scale (trial basis) CBM operations in the Powder River Basin (RPSEA, 2009).
Reverse Osmosis
Reverse osmosis (RO) is essentially a pressurized mechanical filtration process. Filtration occurs by forcing water under pressure to pass through a semi-permeable membrane.
Impurities within the source water are retained on the pressurized side of the membrane, and (nearly) pure water passes through the membrane to the other side. RO can remove salts, particulate matter, microorganisms, and organic and inorganic chemicals, depending on the membrane characteristics. Some pesticides and low-molecular-weight organics can pass through RO membranes (NRC, 2008).
The RO process can remove 95 to 99 percent of any sodium, magnesium, calcium, barium, silica, sulfates, chlorides, nitrates, and total organic carbon (TOC) in CBM production water, resulting in reduction of TDS, SAR, and constituents responsible for hardness and alkalinity (Bergsrud et al., 1992).7 RO is commonly used for brackish water and seawater desalination in many locations where potable water supplies are limited.
RO treatment requires substantial energy input, and energy requirements increase with the salinity of the water and reduction in membrane pore size. Fouling of the membrane (caused by chemical precipitation on the membrane) occurs routinely, and pretreatment of the inflow water is often necessary to minimize fouling and to extend membrane life (IOGCC and ALL Consulting, 2006). Depending on the initial quality of the water, pretreatment can include clarification, filtration, ultrafiltration, pH adjustment, chlorination for bacterial control, and removal of free chlorine. RO is operational only above freezing temperatures, and membranes perform most efficiently between 50 and 90 F (ALL Consulting, 2003).
RO units require regular maintenance, and membranes periodically need to be replaced. In addition, the feed stream (water being treated) becomes increasingly concentrated as treatment proceeds and clean water is produced. This consequence necessitates routine, periodic cleaning of the membrane and disposal of the waste concentrate. The most frequently used method of waste concentrate management is deep-well injection/disposal to UIC-permitted Class II wells.
A number of pilot and full-scale RO systems are in operation in the western CBM basins. For example, an RO facility in the Powder River Basin has a treatment capacity of 72,000 barrels per day (3 million gallons per day) to meet all discharge requirements to an ephemeral stream in Wyoming. This particular facility consists of a multimedia inlet filtration unit (to remove particulate material), a packed-bed ion exchange softening system, a primary RO system, and a brine-recovery RO system. The system recovers 96 percent of the water, and the remaining water is sent to onsite evaporation ponds (Welch, 2009).
Freeze Separation Process
One method of produced water treatment that has been used successfully for conventional oil and gas produced water management at commercial scales is the freeze separation
|
7 |
See also www.excelwater.com/eng/b2c/rejection.php (accessed February 23, 2010). |
process, which takes advantage of the fact that water containing dissolved salts freezes at a lower temperature compared to the freezing point of pure water (32 F). Partial freezing of produced water, which contains dissolved salts, begins when the water is cooled below 32 F. The initial ice crystals that form comprise relatively pure water (lower salt concentration) relative to the concentration of the remaining unfrozen solution (essentially a brine). Continued formation of ice crystals will gradually concentrate dissolved solids and other constituents in the brine which can then be drained.
The Freeze/Thaw Evaporation (FTE) process is a variation on freeze separation in which produced water is stored in a holding pond until the air temperature drops slightly below freezing and the water is then pumped to a freezing pad on which relatively pure ice crystals are collected and the remaining brine is drained. The pure ice crystals can be thawed, providing a source of high-quality water; alternatively, the ice can be evaporated as relatively salt-free water. This process can be repeated until the progressively more concentrated brine is of a manageable volume (see Figure 6.2). The volume of salt-rich water is much smaller than the initial volume of produced water and can be disposed of or discharged where permitted (RPSEA, 2009).8
FTE is only effective in environments that reach seasonal subfreezing temperatures for a substantial number of days, and the system requires several tens of acres of dedicated land area. Careful management is essential during critical freezing and thawing time periods, since the concentrated brine solution itself requires disposal or treatment (RPSEA, 2009).9
FTE has been used successfully to manage produced water from conventional oil and gas fields in Wyoming and New Mexico at commercial scales (RPSEA, 2009). Both freeze separation and FTE have been advanced in field-scale demonstrations for CBM produced water in Alaska, Canada, Wyoming, Colorado, and the San Juan Basin in New Mexico (Triolo et al., 2000; ALL Consulting, 2003).10
Zeolites
Researchers have investigated the potential for use of naturally occurring processes and minerals to remove sodium and other dissolved constituents from CBM produced water. Zeolites are naturally occurring alumino-silicates (minerals) with relatively high surficial adsorption capacity. Chemically, zeolites are similar to clay minerals, although they are classified as adsorbents. Natural zeolites occur in distinct geological environments, including volcanic tuffs that have been altered by saltwater and alkaline water. Similar to the case of synthetic resins used in ion exchange systems, dissolved substances in water accumulate on
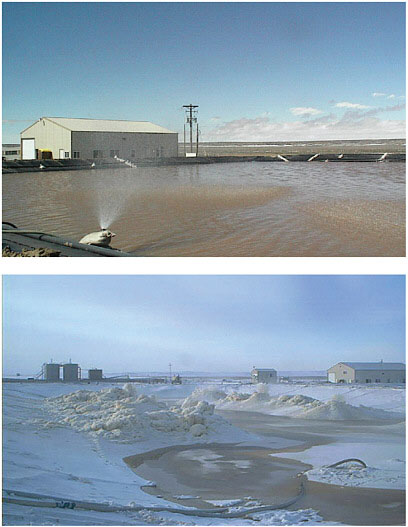
FIGURE 6.2 Seasonal cycle for freezing, thawing, and evaporation of produced water in Wamsutter, Wyoming. Top: Summer evaporation of melted, relatively pure ice. Bottom: Winter freezing of produced water solution to result in relatively pure water in the form of ice crystals. SOURCE: Used with permission from John Boysen, BC Technologies, Ltd.
zeolites and zeolite adsorption surfaces need to be regenerated (cleaned) to remove the accumulated substances. Although research has been conducted regarding the use of zeolites in the treatment of CBM produced water (see descriptions below), no commercial-scale zeolite water treatment operations for CBM water treatment are known at this time.
Studies by Zhao et al. (2008, 2009) have shown that treatment of CBM produced water from the Powder River Basin with calcium-enriched zeolites reduced SAR and electrical conductivity (or EC, a surrogate for salt concentration) values to levels compliant with permitted discharges to surface waters within the Powder River Basin. This treatment was also reported at a reduced cost compared to reverse osmosis. The process involved using a naturally occurring sodium-rich zeolite to alternately soften water, initially exchanging sodium from the zeolite for calcium within the treatment water, resulting in a calcium-rich zeolite. Sodium-rich CBM produced water was then introduced into the calcium-rich zeolite, resulting in a reversed process of sodium removal, thereby reducing the SAR of the outflow water.
A study of a similar nature was completed by Huang and Natrajan (2006), using the St. Cloud zeolite, which occurs naturally in New Mexico. They determined that this particular zeolite has a low selectivity of sodium over calcium. In their case, the low selectivity of the zeolite for sodium resulted in significant limitations with regard to the effectiveness of this particular zeolite for treatment of CBM water sourced from the San Juan or Raton basins.
Phytoremediation—Wetlands
Phytoremediation (a category of bioremediation) is the treatment of contaminated soil or water by growing plants, which reduces the need to treat or excavate the contaminated material and dispose of it elsewhere.11 The use of plants for contaminant mitigation is founded on the premise that plants can degrade organic pollutants or stabilize some contaminants (primarily nutrients) by acting as accumulators, filters, traps, or agents for sequestration. When such an approach encompasses the role of soil and microbes as well, the process is referred to as bioremediation (Bauder, 2008).
Typically, phytoremediation has involved the use of constructed or natural wetlands, with the focus principally on dealing with sediment, plant nutrients, or bacteria. Natural wetlands essentially filter water through the accumulation of carbon in organic matter, the accumulation of nitrogen and phosphorus, and the trapping of suspended matter and some pathogenic elements. However, neither natural nor artificial wetlands with flow-through
|
11 |
See toxics.usgs.gov/definitions/phytoremediation.html (accessed February 23, 2010). |
water have any significant capacity for removal of salts or sodium.12 Studies prompted by recent CBM industry expansion have investigated, without significant field-scale success, potential uses of agricultural plants for the uptake and removal of salt—primarily sodium—from CBM produced water applied to agricultural landscapes (Bauder, 2008). However, similar to application of zeolites, no commercial-scale operations for CBM water treatment using phytoremediation are known at this time.
Research with an artificial sedge wetlands system to treat CBM produced water has investigated constituents concentrated in produced water, mainly SAR, iron, and barium, and whether these constituents could be treated cost effectively with artificial wetlands. The constructed wetlands effectively sequestered iron and possibly barium but resulted in no significant capability for reducing salinity or SAR (Schulz and Peall, 2001). Barnes et al. (2002) found that wetlands of the Mkuze Wetland System in northern KwaZulu-Natal served as a sink for significant amounts of calcium, potassium, and silicon but served a lesser role in the sequestration of magnesium and sodium. These results were consistent with a study of wetlands treatment of Powder River Basin water, reporting preferential uptake of calcium and magnesium, relative to sodium uptake by wetlands plants. As a result, SAR of shallow alluvial groundwater actually increased over time (Bauder et al., 2008).
A similar study performed at Clark County Wetlands Park, Nevada, reported that the natural wetlands filtering process did not affect salinity, dissolved oxygen, chloride concentrations, alkalinity, hardness, turbidity, or total suspended sediment. Moderate reductions to pH, sulfate, and nitrate were observed, but the reductions were considered negligible (Pollard et al., 2002). Lymbery et al. (2006) reported that Juncus kraussii (cattails), in constructed wetlands sites effectively removed nitrogen and phosphorus (plant nutrients) but had essentially no net effect on sodium removal.
Ancillary, Secondary, and “Polishing” Treatments
Although sodium and salinity are the principal constituents of CBM produced water that have received the most attention with respect to treatment, NPDES and state and tribal regulatory agency permits may require treatment for other constituents prior to discharge of CBM produced water to surface waters. These other treatments are generally either a specific requirement for disposal (i.e., filtration, chlorination, pH adjustment, bacterial and viral control) or specific to unique constituents that are found within the produced water and require treatment for a specific water use. In addition, the Safe Drinking Water Act requires EPA to protect potential underground sources of drinking water from contamination that could occur from subsurface injection. This statute has also been applied to shallow wells
used to discharge CBM produced water through alluvial aquifer recharge and to the use of horizontal subsurface drip discharge.
Constituents that have instigated additional or ancillary treatment include fluoride, barium, ammonia, and bicarbonate (Rice and Nuccio, 2000; Wyoming DEQ, 2000; Veil, 2002).13 To date, no substantial evidence of entric bacterial or pathological contamination presence has been documented in CBM produced water.
Ancillary treatments that deserve mention include chlorination and nanofiltration of coal fines (particulate matter) prior to reverse osmosis treatment. At present, no evidence exists of substantial use of any of these treatments on a large commercial scale for the treatment of CBM produced water, either for beneficial use or disposal.
TREATMENT AND DISPOSAL COSTS
Treatment and disposal costs are variable and are a function of numerous circumstances and conditions, including the extent of treatment required, access to disposal facilities, water production volumes, water transport distances, and natural variations among basins. Variations in the price of natural gas may also play a role (see Chapter 2). Table 6.3 presents a summary of reported treatment and disposal costs for CBM produced water gathered from several sources, including reports, conference proceedings, news releases and industry fact sheets. Technologies which are not currently used at commercial scale have not been included in the table. Another factor affecting costs for treating CBM produced water is that produced water volumes will diminish through time (see also Chapter 2), with the implicit concern that the delivered water volume will not remain constant.
For the CBM producer, the most influential factor in CBM produced water management decision making is the cost for treatment plus associated infrastructure, which may include costs to gather, transport, deliver, treat, and/or discharge the produced water. Because of these variables, the committee was unable to find either complete or precise cost estimates to quantify water management costs more precisely than those presented in the table. The EPA study (Box 3.2) originally intended to survey CBM operators’ produced water treatment practices and costs, as a basis for assessment of whether technology-based treatment and effluent limitation guidelines should be applied to CBM produced water. The RPSEA study is now compiling this kind of information and is working in partnership with EPA and other groups.
Ancillary costs may include the cost of transportation, pipelines, irrigation systems and management per unit area of land irrigated plus the cost of crop management, harvesting, storage and transportation. Regulatory requirements regarding how the produced water may be used (see also Chapters 3 and 4) further constrain the type of treatment facility
|
13 |
See also www.patentstorm.us/patents/7081204/description.html (accessed February 23, 2010). |
TABLE 6.3 Summary of Reported Produced Water Treatment and Disposal Costs
|
Disposal or Treatment Method |
Unit Cost/Barrel |
Capital Equipment Cost or Access Fee |
Reference |
|
Deep-well injection |
$0.50–$1.75 |
$400,000 to $3 million |
Veil et al. (2004); ALL Consulting (2003) |
|
|
$0.75–$4.00 |
|
Huang and Natrajan (2006) |
|
$3.00–$5.00 |
|
Hightower (2003) |
|
|
Fluid-bed resin exchange—Drake Water Technologies |
$0.12–$0.30 |
$325,000 |
See www.pttc.org/newsletter/3qtr2008/v14n3p12.htm (accessed February 23, 2010) |
|
Fixed-bed resin exchange—Exterran EMIT Technology |
$0.15–$0.60 |
|
See www.pttc.org/newsletter/3qtr2008/v14n3p12.htm (accessed February 23, 2010) |
|
Subsurface drip irrigation |
$0.16–$0.24 |
$6,000/acrea |
J. Zupancic, BeneTerra, Inc., LLC, personal communication, December 22, 2009 |
|
Freeze-Thaw Evaporation |
$0.24–$0.32b; $0.75–$1.00 |
$1.75 million to $2 million |
ALL Consulting (2003); J. Boysen, BC Technologies, Inc., presentation to the committee, March 30, 2009 |
|
Reverse osmosis |
$<0.01–$0.10c |
$200,000 to over $2 million |
ALL Consulting (2003) |
|
$0.01–$0.03 |
|
Stewart and Takichi (2007) |
|
|
Land-applied using soil amendments |
$0.06–$0.45 |
Cost of water-spreading infrastructure/irrigation equipment; $3,000–$5,000 per acre-foot |
Huang and Natrajan (2006); Zhao et al. (2009) |
|
aPer-unit costs and capital equipment costs are mutually exclusive (i.e., one or the other). bThese two costs refer to the freeze-thaw operation and disposal of the concentrated effluent. cCosts include other treatment techniques and waste stream is deep-well reinjected. NOTE: The presentation of costs above does not take into account specific flow rates of CBM produced water from a typical well. Otton (2006) indicate that the range of flow for CBM wells is from 12-234 barrels per day per well (0.35-6 gpm) depending on CBM basin. A bathroom faucet in a home at 80 pounds per square inch gauge turned on most of the way will be close to the lower range and a water hose opened all the way is approximately the upper range. These are very small flows for wellhead treatment systems. Treatment equipment for these sizes is similar to point of entry, point of use, fish ponds, or swimming pool applications. Vendors for this size equipment are vastly different than for centralized systems with flows from 100 to 200 times greater. Only when a number of CBM produced water wells can be centralized would economies of scale be achieved for the water treatment vendor and the well operator with regard to treatment costs. However, the capital for the collection and transport of the untreated water from the well head to a centralized system may be higher that the capital for the treatment equipment. |
|||
that may be employed. Certain treatment technologies are optimized for large, long-term, and constant-water flow-throughs, which cannot be assured in the case of CBM produced water treatment. The single most-significant cost associated with treatment for discharge is disposal of waste brine. The second most-significant cost associated with treatment for discharge in the Powder River Basin is transportation associated with brine hauling and disposal.14
CHAPTER SUMMARY
Currently available water treatment technologies allow almost any water quality requirement or goal to be achieved, regardless of the initial quality or quantity of the source water. Mitigating factors such as costs, uncertainty about quantities and duration of water supply, water transport and storage, and the legal framework for application of produced water to beneficial uses place practical constraints on the flexibility to use these technologies to achieve a desired water quality for a specific purpose.
Treatment technologies with extensive performance histories have been demonstrated as effective and have been implemented on a commercial scale to achieve any regulatory discharge permitting requirements for CBM produced water, particularly in the Powder River Basin. Regulatory agency permitting requirements vary specifically with each permit. In nearly 100 percent of the cases where CBM produced water is being treated, the degree of treatment of CBM produced water is driven by regulatory requirements for disposal, permitted discharge, or waste management. In few instances is CBM produced water being treated for the primary or specified purpose of achieving quality for beneficial use.
Within the Powder River Basin, approximately 15 to 18 percent of the produced water is being treated to reduce sodium and salinity levels to meet NPDES-permitted SAR and EC discharge requirements. The predominant treatment (90 to 95 percent) is ion exchange for reduction of sodium and bicarbonate concentrations. Within most other basins, the predominant water management strategy is disposal by deep-well reinjection.
Capital construction costs and per-unit water treatment costs vary across information sources and treatment technologies. Per-unit treatment costs are set by a separate “treatment” industry and are a reflection of research and development costs, operation costs, and input and outflow water qualities and quantity. The single most significant cost associated with treatment for discharge is disposal of waste brine. The second most significant cost associated with treatment for discharge in the Powder River Basin is transportation associated with brine hauling and disposal. Even where CBM produced water is intentionally put to beneficial use, the cost of implementation of such use (e.g., the cost of transportation,
pipelines, irrigation systems, and management per unit area of land irrigated plus the cost of crop management, harvesting, storage, and transportation versus the value of the commodity produced) in a limited local market may exceed any realized economic gain.
REFERENCES
ALL Consulting. 2003. Handbook on Coal Bed Methane Produced Water: Management and Beneficial Use Alternatives. Prepared for Groundwater Protection Research Foundation; U.S. Department of Energy; and National Petroleum Technology Office, Bureau of Land Management. Tulsa, OK: ALL Consulting. Available at gwpc.org/e-library/documents/general/Coalbed%20Methane%20Produced%20Water%20Management%20and%20Beneficial%20Use%20Alternatives.pdf (accessed March 4, 2010).
ALL Consulting. 2005. Technical Summary of Oil & Gas Produced Water Treatment Technologies. Prepared for the National Energy Technology Laboratory, U.S. Department of Energy. J.D. Arthur, B.G. Langhus, and C. Patel, eds. Tulsa, OK: ALL Consulting.
Barnes, K., W. Ellery, and A. Kindness. 2002. A preliminary analysis of water chemistry of the Mkuze Wetland System, KwaZulu-Natal: A mass balance approach. Water S.A. 28(1):1-12.
Bauder, J.W. 2008. Evaluation of Phytoremediation of Coal Bed Methane Produced Water and Waters of Quality Similar to that Associated with Coal Bed Methane Reserves of the Powder River Basin, Montana and Wyoming. DOE Award No. DE-FG26-01BC15166. Prepared for National Energy Technology Laboratory, U.S. Department of Energy. Available at http://www.netl.doe.gov/technologies/oil-gas/Petroleum/projects/Environmental/Produced_Water/15166.htm (accessed August 31, 2010).
Bauder, J.W., L.S. Browning, S.D. Phelps, and A.D. Kirkpatrick. 2008. Biomass production, forage quality, and cation uptake of Quail Bush, Four-Wing Saltbush, and Seaside Barley irrigated with moderatey saline-sodic water. Communications in Soil Science and Plant Analysis 39(13-14):2009-2031.
Bergsrud, F., B. Seelig, and R. Derickson. 1992. Treatment Systems for Household Water Supplies: Reverse Osmosis. Fargo: North Dakota State University Agriculture and University Extension.
Hightower, M. 2003. Managing coal bed methane produced water for beneficial uses, initially using the San Juan and Raton basins as a model. Presentation to the New Mexico Water Resources Institute, Albuquerque, NM: Sandia National Laboratories. Available at wrri.nmsu.edu/conf/forum/CBM.pdf (accessed February 23, 2010).
Huang, F.Y.C., and P. Natrajan. 2006. Feasibility of using natural zeolites to remove sodium from coal bed methane-produced water. Journal of Environmental Engineering 132:1644-1650.
IOGCC (Interstate Oil and Gas Compact Commission) and ALL Consulting. 2006. A Guide to Practical Management of Produced Water from Onshore Oil and Gas Operations in the United States. Prepared for U.S. Department of Energy National Petroleum Technology Office. Available at www.gwpc.org/e-library/documents/general/A%20Guide%20to%20Practical%20Management%20of%20Produced%20Water%20from%20Onshore%20Oil%20and%20Gas%20Operations%20in%20the%20United%20States.pdf (accessed March 5, 2010).
Lymbery, A.J., R.G. Doupe, T. Bennett, and M.R. Starcevich. 2006. Efficacy of a subsurface-flow wetland using the estuarine sedge Juncus kraussii to treat effluent from inland saline aquaculture. Aquacultural Engineering 34(1):1-7.
NRC (National Research Council). 2008. Desalination: A National Perspective. Washington, DC: National Academies Press.
Otton, J. 2006. Estimated Volume and Quality of Produced Water Associated with Projected Energy Resources in the Western US in Produced Water Workshop, April 4-5, Fort Collins, CO. Information Series No. 102, Colorado State University pp. 26-35.
Pollard, J., J. Cizdziel, K. Stave, and M. Reid. 2002. Selenium concentrations in water and plant tissues of a newly formed arid wetland in Las Vegas, NV. Environmental Monitoring and Assessment 135(1-3):447-457.
Rice, C.A., and V.F. Nuccio. 2000. Water produced with coalbed methane. U.S. Geological Survey Fact Sheet FS-156-00. Washington, DC: U.S. Department of the Interior. Available at pubs.usgs.gov/fs/fs-0156-00/fs-0156-00.pdf (accessed February 23, 2010).
RPSEA (Research Partnership to Secure Energy for America). 2009. An Integrated Framework for Treatment and Management of Produced Water: Technical Assessment of Produced Water Treatment Technologies. RPSEA Project 07122-12. Golden: Colorado School of Mines. Available at www.aqwatec.com/research/projects/Tech_Assessment_PW_Treatment_Tech.pdf (accessed February 16, 2010).
Schulz, R., and S.K.C. Peall. 2001. Effectiveness of a Constructed Wetland for Retention of Nonpoint-Source Pesticide Pollution in the Lourens River Catchment, South Africa. Environmental Science and Technology 35(2):422-426.
Stewart, D.R. and L. Takichi. 2007. Beneficial use of produced water—water as a valuable by-product. White paper presented to the 2007 Integrated Petroleum Environmental Consortium Conference, Tulsa, OK. Available at ipec.utulsa.edu/Conf2007/Papers/Stewart_74.pdf (accessed March 5, 2010).
Triolo, M., D.O. Ogbe, and A.S. Lawal. 2000. Considerations for water disposal and management in the development of coalbed methane resources in rural Alaska. Journal of Canadian Petroleum Technology 39: 41-47.
Veil, J.A. 2002. Regulatory Issues Affecting Management of Produced Water from Coal Bed Methane Wells. Prepared by Argonne National Laboratory for the Office of Fossil Energy, U.S. Department of Energy. Contract W-31-109-ENG-38. Available at bogc.dnrc.state.mt.us/website/mtcbm/CBM/ANL_CBM_Paper.pdf (accessed February 23, 2009).
Veil, J.A., M.G. Puder, D. Elcock, and R.J. Redweik, Jr. 2004. A White Paper Describing Produced Water from Production of Crude Oil, Natural Gas, and Coal Bed Methane. Argonne National Laboratory. Prepared for the National Energy Technology Laboratory, U.S. Department of Energy, under Contract W-31-109-Eng-38. Available at www.ead.anl.gov/pub/doc/ProducedWatersWP0401.pdf (accessed January 27, 2010).
Welch, J. 2009. Reverse osmosis treatment of CBM produced water continues to evolve. Oil and Gas Journal 107(37):45-50.
Wyoming DEQ (Department of Environmental Quality). 2000. Concentrations of Barium in the Surface Waters in Northeastern Wyoming Related to Discharges of Coal Bed Methane Produced Water. Cheyenne: State of Wyoming. Available at deq.state.wy.us/wqd/wypdes_permitting/WYPDES_cbm/downloads/12258-doc.pdf (accessed February 23, 2010).
Zhao, H., G.F. Vance, G.K. Ganjegunte, and M.A. Urynowicz. 2008. Use of zeolites for treating natural gas co-produced waters in Wyoming, USA. Desalinization 228:263-276.
Zhao, H., G.F. Vance, M.A. Urynowicz, and R.W. Gregory. 2009. Integrated treatment process using a natural Wyoming clinoptilolite for remediating produced waters from coalbed natural gas operations. Applied Clay Science 42:279-385.




















