
5
Product Realization Process
PRODUCT REALIZATION combines market requirements, technological capabilities, and resources to define new product designs and the requisite manufacturing and field support processes. The relevance and viability of specific elements of the product realization process (PRP) are determined by considerations related to the roles of (1) customers, including channels and suppliers; (2) technological feasibility, including information requirements; and (3) organization, including people, management, and the incentives and measures that affect productivity.
Customers
Corporate commitment to quality and responsiveness will be key differentiators in the competitive environment of the future. To accommodate rapid adjustment to customer needs, the PRP must view customers as integral to the organization. More responsive organizational structures and ready and rapid access to company information are essential for customers who want to be able to learn about the activities of and express their needs to companies in a timely manner. Customer requirements must be captured and made explicit—modeled, translated, and transformed in order to be useful in all phases of the product life cycle—and made available as needed throughout the enterprise.
Technology
The technological infrastructure must support the management of very short product life cycles, be able to satisfy customer expectations for improved quality, deal with cost-competition pressures, facilitate complex manufacturing processes, including the integration of frequently changing equipment technology and evolving manufacturing applications, meet demands for high equipment availability, and be able to handle enormous volumes of data. A technology architecture is needed that provides a modular, heterogeneous, distributed information processing environment that spans the entire system life cycle and includes specification of requirements, implementation, maintenance and enhancement, and evolution. Interfaces must be provided at all levels, from the factory floor (e.g., to processing equipment, robots, and materials systems) to corporate functions (e.g., to order entry, invoicing, and purchasing).
Corporate technology must not only support, but also must be the catalyst for interaction among all parties on the route from concept to product. It must foster the development and exchange of information between different corporate cultures, break down communication barriers, and shorten cycle times. The cost and complexity of advanced manufacturing technologies will usher in an era of cooperative ventures.
Organization
The need for prompt adjustment to rapidly changing demands in today 's markets dictates an organizational framework for product realization that is flexible and adaptive. Development of such a framework involves reshaping the corporate self-image among employees at all levels. Employees must be ready to adapt quickly and know what adjustments to make. Two prerequisites for adaptability are open lines of communication and constant access to a wide array of information—in effect, an integrated data base. Knowledge sharing and adaptability are matters of policy and management. Line management must put communication and adaptation on a par with material productivity and timeliness, and performance must be continually monitored and refined to ensure that information is accurate and complete and that adjustments are effective and secure.
The commitment to communication must foster work groups and support outside business relationships. Work groups are needed
that can draw on companywide information as the basis for decisions and immediately communicate their findings to interested groups. The needs and resources of vendors and affiliates must be reflected in the data base so that companies can immediately incorporate the results of new agreements in order to assess implications and make adjustments.
Conclusions
Shortening the product/process development life cycle will require both organizational and technological adjustments. Organizationally, it will involve the integration of product and process engineering into a single design effort that interacts with all aspects of the organization, including customers and suppliers. This organizational change will rely on, and must be made in conjunction with, the development of an integrated information systems infrastructure.
IMPORTANCE
The increasing frequency of new product introductions in some markets has reduced the life spans of some existing products. As the number of global competitors continues to grow and technological developments in materials, information systems, and manufacturing processes expand the scope of possibility, competition, previously cost-based, is becoming increasingly time-based—that is, driven by responsiveness to market requirements and time to product entry. Ultimately, as the coupling of the business relationship between producer and consumer becomes tighter, time-based competition will bring about an era of mass customization driven by the voice of the customer.
The emphasis in production has evolved from low-cost, labor-intensive manufacturing through capital-intensive, high-volume manufacturing to state-of-the-art, high variety, small-batch, flexible manufacturing. The latter reflects the need for increasing responsiveness to market changes and presupposes shorter product development intervals. The necessary changes in product realization—major organizational changes supported by major technological changes—are being driven by competition and fueled by technological advances.
Key external benefits of increased responsiveness include survival, first to market, more flexible market strategy (e.g., higher entry price), ability to use the latest technology, more accurate
forecasts (resulting from shorter time horizons), and greater market share. Major internal benefits include control of product development through better regulated and communicated engineering changes, enhanced cooperation and more open information flow, and lower product realization costs (resulting from elimination of nonvalueadded activities).
VISION
As global competition intensifies, firms will increasingly seek differentiation from competitors through the PRP. Both organizational and technological concepts will be employed to accelerate the product life cycle. Such concepts as concurrent engineering, design for manufacturability, and business or tiger teams will become common practice. Tiger teams are cross-functional groups that are organized to address key business opportunities and are disbanded when results are achieved. In the future more tiger teams will be geographically distributed.
The PRP can be understood in terms of three planes: at the base, the physical plane (i.e., the tools, buildings, and physical processes and products); above that, the human plane; and at the top, the information plane (i.e., the concepts or representations of what is possible or desired). This is the model of product realization today—human beings working with limited information to create products through largely physical processes. In the vision for the future, the information plane assumes greater importance, human potential is amplified, and time dependence on the physical plane is reduced.
The resources of the information plane are constituted as product realization images. These images are representations in data of real world entities that behave as their physical counterparts do. Each image reflects the static and dynamic aspects of the reality it represents and can experience anything to which its physical counterpart in the real world can be subjected. Collectively, product realization images constitute an artificial reality that reacts to physical forces and breaks down or performs accordingly. But the greater power of these images lies in their ability to transcend the temporal limitations imposed in the physical plane; they can be used to accelerate time, to shorten the learning cycle, and to evaluate possibilities for trade-offs.
A complete set of product realization images would be determined by the set of products, processes, people, and business functions that interact in the course of the product development cycle. The
product designer's image set would consist of product images that embody all key features and analyze and react appropriately to all physical forces that impinge upon them. The manufacturer's image set would consist of factory images—equipment and process images that contain the information needed to analyze the interactions among key features of product images. Marketing's image set would simulate end-user environments in which product images could be exercised, perhaps in a video-game-like manner. The complete image set would support any life-cycle interaction from conception to consumption. The simulation environment, by controlling the passage of time, would facilitate acceleration of the PRP.
Increasing opportunities to substitute information for traditional factory inputs, such as time, materials, and processing, will give rise to new organizational forms. Electronic virtual enterprises will use the evolving technology infrastructure to tap and coordinate the resources of a large number of geographically distributed organizations. Global information systems will enable networked firms to configure their product design, production, marketing, and distribution capabilities dynamically to produce low-volume products tailored to small, niche markets, as well as high-volume, mass-market products. These technological capabilities will have a profound impact on organization. Firms that take advantage of these capabilities will become industry leaders.
Computer-aided design (CAD) systems and emphasis on design for manufacturability will transform design practice. Feature-based design systems will enable designers to produce new products quickly. Such systems will evaluate manufacturability by using process, equipment, and materials models to validate product designs.
Advances in process control and materials composition will invite a reexamination of the way materials are transformed. Near net shape processes will form materials so precisely to shape that no cutting is necessary, thereby eliminating much waste. Near net shape processes such as hot isostatic pressing of titanium alloys for aircraft engine components and bulk growth of gallium arsenide single crystals of high quality and yield have demonstrated the viability of this concept. Computer simulations of process models will yield improved understanding of complex processes.
In the new product realization environment, physical capacities will become more like commodities. They will be represented by images in the information plane where organizational and technological transactions will occur much more rapidly. Com-
panies will manage both internal and external relations in a constantly shifting pattern to maximize competitive advantage, being both competitors and cooperators on different contracts at the same time. New industrial relationships will introduce new organizational dynamics and new concepts of competition, ownership, nationality, resource availability, and profit allocation. Modeling in the information plane will greatly reduce the time constraints imposed by the physical world. Evolving product realization technology, adopted by organizations that have the capacity to change, will be the key determinant of success in the time-based competitive environment of the future.
PRESENT PRACTICE
Product realization, as it is practiced in companies with state-of-the-art organization and technology, can be viewed as a series of stages (Figure 5-1). In the text that follows, a definition is offered for each stage and the present practice is contrasted with a vision for the future. Overall, the vision for product realization is to reduce the time required to go from left to right in Figure 5-1, possibly even eliminating some of the stages.
Advanced Technology Development
Definition
Advanced technology development is the process of evolving new materials, processes, and tools for creating new, more competitive products. It is relevant research tightly linked to design, engineering, manufacturing, and marketing.
Present practice
Most advanced development organizations are at best loosely coupled to the rest of the enterprise. They tend to be autonomous organizations, separate from design, engineering, manufacturing, and marketing. Their inbred culture frequently presents barriers to communication with the rest of the enterprise and their mission statements are seldom tied to the ultimate success of a product in the market. Advanced development staff often do not understand where and how the new materials, technologies, and tools they are developing will be used.
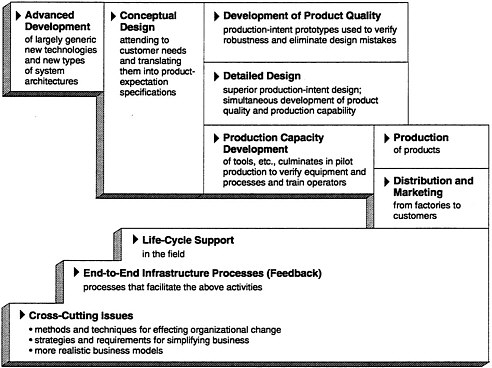
FIGURE 5-1 Product realization process.
Today's technology does not provide an integrated view of the information and intelligence that constitute a product image. Each organizational unit—from advanced development to marketing—tends to maintain its own data base and use its own language to describe a product. Much of the information generated in one stage is re-created in later stages with little or no integration. Negotiation among the various participants in the PRP is important. Taguchi' s quality loss function approach offers one avenue for pursuing such negotiation.1
Vision
Improving the PRP depends to a great extent on having a full set of product realization images—representing advanced materials, tools, and technologies—that can serve as fast-cycle vehicles for technology assessment, feasibility testing, and technology transfer. As pressures of time-based competition force advanced development to reduce its cycle time, the ability to test concepts rapidly using a variety of scenarios will be a key competitive advantage.
Improvements in technology scanning, feasibility testing, and technology strategy development will enable many different product-technology morphologies to be tested, minimizing the need for costly and time-consuming development of physical prototypes and improving the quality of the end product.
Technology transfer will receive more emphasis as product life cycles and time to market contract. Manufacturing will be driven to understand and capitalize on every existing technology; fast-cycle competition will not allow time for retracing the steps of others or for reinventing a technology. This will give rise to the development and maintenance of a set of technology, process, and product images that will facilitate the transfer of collective knowledge.
Research in technology transfer would encompass the major phases, business processes, and roles of the technology transfer life cycle. It would cover the business and financial logic that governs the make-versus-buy decisions on which rest decisions on technology transfer versus in-house development. And it would explore ways of connecting advanced technology development with the realities of the market so that new products satisfy real needs.
Conceptual Design
Definition
Conceptual design involves capturing customer or market requirements and converting them to design specifications that are sufficiently detailed to permit concept selection.
Present Practice
The conceptual design process currently involves very little science and few methods or support tools to assure completeness and accuracy. Inadequately captured requirements lead to wasted resources, frequent re-engineering, missed market opportunities, and customer dissatisfaction. Those who contact customers, lacking marketing, technical, or listening skills, often inject their prejudices and biases into the process. Inadequate probing for detail may leave gaps or inaccuracies in the data obtained.
The concept selection process often lacks quantitative methods for assuring that the best business and technical decisions are made. Product team management has few formal methods and procedures for assuring clear and consistent communication of
specific need and design intent. Similarly, few formal techniques or methods exist for quantitatively defining constraints, addressing feasibility management, accurately modeling product costs, engineering risks, or market opportunities, or selecting among alternative product concepts. Little research has been done on, and little scientific foundation exists for, the definition of comprehensive, testable, provably correct product specifications.
Vision
To gain the most from the conceptual design process a comprehensive framework will be in place, with tools that can integrate business, product, and market data to assure that optimal product selection decisions are made. Multiskilled teams will have formal methodologies for capturing complete and provably correct product specifications that can be tested against other models of the product.
Development of Product Quality
Definition
Product quality relates to the extent to which a product meets or exceeds customer expectations for functionality, robustness, and reliability.
Present Practice
A weak approach to the development of robust, reliable, manufacturable products is a major bottleneck in the U.S. product realization process. Prototypes that are built from nonrobust designs have much longer development times and, ultimately, result in inferior products. Research is greatly needed in both robust design and rapid prototyping. Current activity in the area of robust design consists almost exclusively of the implementation of methods pioneered by Box, Hunter, and Taguchi.
Vision
Robust values of critical design parameters are included in the first production-intent prototypes, which are available for testing soon after completion of the detailed robust design. Therefore, product robustness is developed concurrently with detailed product design. Designs are inclusive, spanning economic constraints
to production feasibility. Research into robustness is multidisciplinary, involving both statisticians and engineers who understand the PRP. Optimization and learning, which today are largely disjointed, are integrated to achieve rapid, quality development. The optimization process not only integrates all available information, but also generates insights that will lead to continuous improvement.
Detailed Product Design Process
Definition
Detailed design is the process of translating customer requirements into a comprehensive description of a manufacturable product. It moves through the capture of design intent, to design verification, to the physical realization of a high quality, manufacturable artifact.
Present Practice
Design processes are often complex and not well understood. In the United States, life-cycle design (e.g., manufacturability, testability, installability) is still the exception rather than the rule. Furthermore, with the exception of drafting, design processes are still largely manual, with many handoffs and redo loops. Computer-aided engineering (CAE) has so far penetrated only about 10 percent of the engineering community. CAE tools are mostly stand-alone or poorly integrated, utilize closed architectures, do not generally reflect the unique processes of individual users, and tend to be aimed at specific engineering segments (e.g., IC design, circuit board and system design, and mechanical design). Though some university research is beginning to examine system architectures, most is stilt aimed at specific applications (e.g., simulation and design compilers/synthesizers).
Vision
In the envisioned product realization context, designers and other members of the product realization team will work concurrently, in a paperless environment, with minimum queue time and rework. Tools will be flexible, enabling the design process to dictate the use of the tools rather than vice versa, and allowing designers to move easily from one design environment to another (e.g., from electrical to mechanical, from IC to system level). Design systems will have greater intelligence, allowing designers to
perform trade-off analyses in order to optimize designs for life-cycle needs. These tools will also assume many mundane engineering activities, such as schematic capture and prototyping, thereby allowing engineers to move to higher levels of abstraction and architectural design where leverage is greater and where 80 to 90 percent of life-cycle costs are determined.
Production Capacity Development
Definition
Production capacity development encompasses process planning; design, quality, tool, and factory industrial engineering; facilities planning; training; and production staffing.
Present Practice
In most industries, manufacturing, marketing, and product design are separate management areas that often have conflicting goals and communicate very little with one another. As it stands today, the many systems that support these individual areas cannot be integrated to provide a seamless view of the capabilities of the organization.
Vision
A need exists for close coordination among design, manufacturing, and marketing departments to produce good models of production capacity that can be integrated with models of material flow and process capability.
All the information needed for production capacity analysis, though highly detailed and existing in different systems, will be online and available. Organizations will make information available wherever it is needed throughout the product life cycle, and they will have the data integration and communications capabilities that will enable them to do so.
Production
Definition
Production is the means by which raw materials are transformed into products of appropriate quality at minimum time and
cost. Production assumes a detailed product definition, including a description of function, geometry, materials, and tolerances, a process plan, and production capability.
Present Practice
Production delays are often caused by engineering design that optimizes functionality and ignores the impact of design on later stages of the product life cycle, such as fabrication, assembly, testing, distribution, field service, and reclamation. The extent to which a design is feasible from a cost and quality perspective is limited by the available set of processes; poor choice of tooling may lead to inefficient use of production facilities (as recent experience with flexible manufacturing systems has demonstrated), and designs that specify too many parts can increase both the cost and complexity of assembly.
Control of production processes has become more complex with the introduction of programmable automation and the greater flexibility of machining centers and robotics. Yet existing control systems are barely able to manage the factory of the past, let alone the factory of today or of the future. Resource competition also complicates shop floor control. Bottlenecks caused by competition for resources are a major impediment to productivity, and batch sizes continue to be reduced to meet rapidly changing demand, exacerbating the difficulty of allocating resources. Finally, the ability to control production is limited by the accuracy and timeliness of information from the factory floor. Current information acquisition systems, designed to support accounting-related tasks, do not meet the information needs of a dynamic control system.
Production knowledge is limited by the artificial separation of engineering and manufacturing. Traditional principles that exhort managers to break down organizations into pieces that are more easily managed have led to the separation (logically and often geographically) of engineering and manufacturing groups. This separation has impeded communication and coordination to the point that the two groups no longer speak the same language.
Vision
The ability to adapt rapidly to new materials and processes or new knowledge in engineering and science ultimately will reduce production costs while simultaneously increasing product quality. Consequently, next-generation control systems (as explained
in Chapter 2, Intelligent Manufacturing Control) will be highly flexible, able to analyze the production situation, and make the best control decision in view of current goals, opportunities, and constraints. These systems will also monitor their own performance, at both the unit process and shop levels, identify poor performance, and diagnose and eliminate the cause. As production systems become more complex diagnoses will be based on deep models of the process, necessitating reliance on model-based reasoning.
Communication will extend beyond the factory floor. Production managers will communicate, coordinate, and negotiate with earlier and later stages in the product life cycle, negotiate changes in product definition to optimize production cost and quality while design is still under way, and contract with suppliers to guarantee availability of the necessary materials and parts. Production managers also will have the latitude to identify and communicate to other stages of the life cycle significant production events, such as quality problems caused by design decisions, customer feedback, and consequences of vendor/supplier interactions. Such integration will be necessary whether production is tightly coupled to colocated product life-cycle stages, such as engineering, within the same firm or is done in a separate facility that works with other firms.
Production will have more powerful management systems that acquire, filter, and communicate significant information to those who need it. This capability will be applied within a dynamic, real-time environment, necessitating the existence of a model of the factory that is precise, accurate, and realistic. The speed with which new materials, processes, and products are introduced will leave little time to analyze them thoroughly in order to optimize production quality. Optimization of production quality will, instead, be achieved over time by new tools for continuous improvement of process models and control strategies.
Distribution and Marketing
Definition
The concept of distribution and marketing includes selling products quickly, responding continuously to customers' needs and desires, making the public aware of the variety of products available, and distributing products to customers.
Present Practice
Distribution and marketing are separated both organizationally and technologically from the rest of the product realization cycle. As separate organizations, they lack both access to information and the influence necessary to affect product realization times.
Vision
Just-in-time (JIT), a method of manufacturing by which parts and assemblies are made or delivered as needed, thereby greatly reducing inventory, was initiated as a process for the factory and its suppliers. It will be exploited in the consumer distribution system. Marketing will be revolutionized by the development of a preference-indicating computer that will enable customers to view product options on a color screen that displays revolving and cutaway views, specifications, and other information, and that is updated weekly, or perhaps daily, to include the latest product improvements.
Life-Cycle Support
Life-cycle support, which must accommodate output ranging from lot sizes of one to mass production in a global marketplace, includes open architecture (both business or organizational, and systems), continuous quality improvement, field serviceability and maintainability, continuous cost/performance improvement, and end-of-life planning. Open architecture affects all aspects of life-cycle support, from product conception through the product sunset decision. Organizational changes are required to support an open architecture framework, in which dynamic product configuration will be used to respond to customer change requests within hours rather than days, weeks, or months.
Promotion and use of international standards will reduce both the development and long-term sustaining costs of product realization; modularity will reduce sustaining efforts. Development of an infrastructure or framework composed of reusable components and off-the-shelf, plug-compatible modules will provide faster product-to-market transition and reduce ownership sustaining costs.
Embedded diagnostics, standards, and development and implementation of fault-tolerant and error-correcting designs will increase product reliability, thereby reducing product maintenance
costs. Field service and maintenance costs should be monitored as part of a continuous cost/performance improvement methodology. These data should be part of models that feed directly into advanced development. (More on these practices can be found in Chapter 3, Equipment Reliability and Maintenance.)
The PRP also must include a plan and process for end-of-life planning. The manufacturing business process must account for manufacturing material waste and develop cost models that provide insight into the total cost of ownership of the product. Cost-of-ownership models should include discontinued availability, archiving, recycling, and obsolescence planning for product and process.
End-to-End Infrastructure Processes
The rate of product development and improvement is closely related to the rate and cost at which feedback can be obtained and implemented. Qualitative and quantitative analysis, simulation, prototyping, and testing are key feedback mechanisms used throughout the product life cycle.
A unified design language capable of representing design intent as well as designed objects at various levels of abstraction (from functional description to 3-D geometry) would greatly improve the productivity of people involved in product realization. Because many products are designed and developed by large project teams, simultaneous information sharing among team members is important. As only a comparatively small part of the knowledge content of the PRP will be describable in analytical terms, the availability of tools for the efficient capture, representation, and verification of knowledge is essential. Simulation is as important a tool for verifying design ideas and concepts as it is for furthering intelligent manufacturing control, improving equipment reliability and maintenance, and supporting manufacturing of and with advanced engineered materials. (See Chapter 2, Chapter 3-Chapter 4.)
The practice of making product development decisions sequentially frequently leads to many iteration cycles. Design infrastructures that support multiple and simultaneous views of information allow designers to check for consistency and design integrity as well as eliminate some of these iteration cycles. Experience gained during product development that might benefit the development of similar products should be subject to capture in a continuously evolving knowledge base. Such knowledge bases should greatly reduce the time required for trial and error cycles
and ultimately may be able to adapt dynamically to trends and changes in manufacturing technology and the market.
Managers, as well as product developers, stand to benefit from the product realization infrastructure. Management will require additional decision support tools, such as risk and value analysis, as well as the ability to monitor the stages (check points) of product development. Management may come to view a system that can perform these functions as a kind of “war room” terminal.
As business requirements change, necessitating new organizational structures, the PRP must be readily reconfigurable. This adaptability will rely heavily on a computer-integrated enterprising (CIE) architecture that supports maximum individual input and responsiveness. Such an architecture only will be effective in the wake of organizational realignment that supports the free flow of information and rapid decision making.
Cross-Cutting Issues
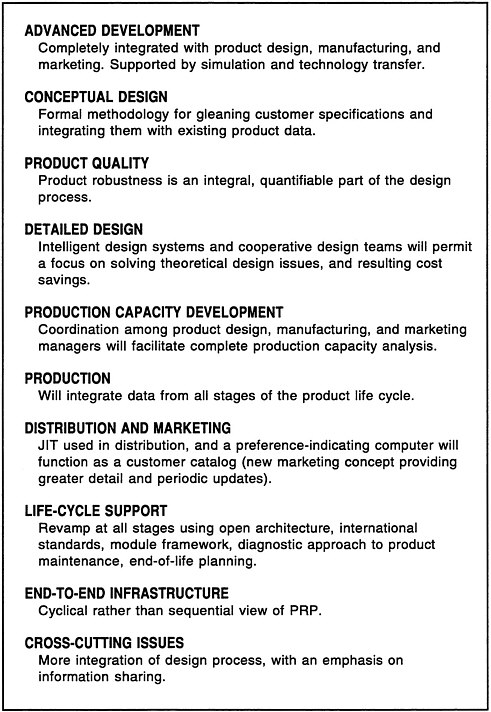
The PRP today is for the most part serial, with each stage of design performed independently and sequentially. The organization is modeled after the design process. The lack of information in a readily available format stifles change. Accessibility of information can be enhanced by various methods and techniques (Figure 5-2).
RESEARCH NEEDS
The ability to represent on the information plane the set of product development activities that exist on the physical plane is the key to more efficient product realization. Research in this area should be directed at developing the capabilities and infrastructure needed to achieve the vision proposed in this report— in which a set of artificial realities (intelligent images of product, factory capabilities, customer specifications, and organizational structure) with the ability to interact functionally (e.g., a product image capable of communicating with a factory image about its manufacturability and considering trade-offs between product performance and manufacturing, inspection, and maintenance) is allowed to play out in a suitably structured environment. Attainment of this vision relies on defining, identifying specific instances of, and developing intelligent images; identifying and establishing the requisite connections among these images; and devising an organizational structure in which these concepts can be made operational.
Intelligent Images
Product realization as envisioned above is CIE in the most fundamental sense: total integration of CAE, CAD, and computer-aided manufacturing (CAM) systems with systems for developing and communicating customer product specifications, all operating in a simplified, streamlined process. Considerable research in data capture and management will be needed to develop the necessary interactive, intelligent product realization images. These images would be ensembles of data, algorithms, and geometrical, mathematical, and empirical multimedia models that capture the character and intent of the various agents and activities that comprise the product development life cycle.
Specifically, research is needed to define the nature of an intelligent image and identify the set of images that will be needed to complete the product development cycle in the information plane. A product image is clearly indicated. A factory image that expresses the manufacturing capabilities and constraints of the enterprise, and a customer image that gives rise to and interacts with the product image, also are suggested.
Each intelligent image must provide multiple views to accommodate the various perspectives of participants in the product development cycle. For example, design components organized by engineers according to functionality will be viewed by manufacturing managers as production constraints. Similarly, process planners will focus on different product attributes than will those concerned with functional simulation. An intelligent image must be representationally rich enough to support the construction and maintenance of multiple views without incurring the overhead of multiple data bases.
Research also should be directed at the development of shareable engineering and manufacturing models whose contents are precise and clear. Examples include research on axioms of deduction based on the ontologies of engineering and manufacturing knowledge, and interfaces for the creation, perusal, and alteration of semantic models.
New methods and technologies are needed for capturing, organizing, and managing requirements data for product realization. Methods must be developed for documenting, communicating, and integrating throughout the product development cycle design intent derived from original customer requirements. This effort presupposes a better understanding of the overall process of design. Research should be aimed at determining how the various subfunctions
of design might be represented informationally, how the required flexibility might be provided, and how the complexity implicit in design and manufacturing information might be accommodated. It also should be aimed at determining whether there is a fundamental trade-off between rapid access and inherent flexibility that evolves to a problem of managing bandwidth.
Ways must be developed to capture, easily and precisely, strategic and tactical business and manufacturing requirements and to model, store, display, and transform these requirements into readily available automation and manufacturing solutions. Developing capabilities in this area will rely on research into (1) methods for documenting, communicating, and verifying design intent and customer use intent at each stage of product development; (2) models for capturing and transforming customer preferences into multiple views for design and manufacturing; (3) systems for validating requirements for internal consistency, integrity, and completeness; and (4) display technologies capable of communicating the full richness of intelligent images and of integrating data with functional, user, and control models.
Linkages and Relationships
Interaction is as essential as intelligence in the product realization images suggested as the basis of future product realization. An intelligent image would need to understand not only itself, but also relationships and transformations of information in different stages of the product development cycle. A product image, for example, would need to understand not only its specifications, composition, characteristics, and manufacturing requirements and constraints, but also its transformation into the manufacturing capabilities expressed by the factory image and the feedback from that image on its manufacturability. Both of these images would need to interact with the customer image to determine, for example, what changes to the product image within the constraints of customer specifications might enhance manufacturability or reduce production costs. Intelligent images would be required to anticipate the information needed at all stages of the product life cycle and determine its optimal form and content.
The supporting technologies needed to provide this capability include high performance application tools such as prototyping tools and simulators, design compilers and synthesizers, rapid imaging techniques, and trade-off and selection analysis tools based on AI and expert systems. They include links to production such
as rapid part formation through, for example, holographic polymerization, contourable dies, and particle deposition. These technologies will demand environments that provide complete and accurate sources of information for analyzing and optimizing designs, such as semantic and object-oriented data bases, simulation models, and component reliability data. Research should aim at identifying techniques for developing a comprehensive factory/product data base capable of integrating CAD-developed point solutions for tooling requirements, cost accounting, manufacturing requirements planning, capacity planning, and factory layout modeling into an integrated view of production capacity. Such an environment would serve to automate the review and approval process among distributed peer work groups and accumulate valuable experience from product development in a continuously evolving knowledge base. Here, research is needed into the development of efficient tools for capturing, representing, and verifying knowledge.
Finally, systems are needed that explain the hidden costs of manufacturing and existing long product-development intervals and relate them to the forces responsible.
Organizational Framework
Alternative management structures must be developed that are capable of preserving product integrity and quality while coping with rapid market and technological changes and their impact on corporate culture. The organizational structure required to manage the linkages and relationships by which intelligent images accelerate the product life cycle—from design and development, through manufacturing, to marketing—is a new beast that must live in a dynamic environment. Its creation involves reshaping the corporate image among employees at all levels and flattening the organization to allow more localized decision making. Rapid access to information is of little value if people cannot act on the information. Attuning employees to the corporate network is a challenge relating to role definition and motivation that classical hierarchical management does little to address.
Altered conceptions of manufacturing and work organization almost always accompany major shifts in the technology of production and appear to be essential to the successful use of new technologies. It is precisely in change-related conception and execution that many U.S. firms badly lag behind their Japanese and European counterparts. Comparison of European and Japanese response to changing technology suggests no single model of suc-
cessful execution. The firms conceive and organize production, using essentially identical technologies, in substantially different ways and achieve varying levels of success that do not correlate with the particular approach taken. Despite these differences, European and Japanese experience shares an important feature—truly remarkable leaps in manufacturing performance and productivity appear to occur only when new production technologies are applied in changed industrial settings.
In contrast many more U.S. than European and Japanese firms allow technology to drive organization and conceptual change. Whether this strategy can succeed is a very real question. Systematic study is needed to determine how firms in different countries and industries conceptualize and organize manufacturing, and to identify variations in the practices they use to implement manufacturing technologies like those described in this report.
U.S. industry is approaching consideration of all product life-cycle requirements early in the design cycle by formation of multidisciplinary teams. Because it involves handling people, the team concept has been viewed as a management issue when, in fact, it is much more. Some of the most interesting research problems lie in group design processes. Issues range from user interfaces that enhance consensus building to life-cycle models that interface with each level of abstraction in the design process to the information architectures needed to bring all this information together in a unified, responsive whole.
To ensure collegiality among knowledge workers who must collectively attack a problem, the twenty-first-century approach may exhibit mixtures of the sciences with organizational development to meet the needs of changing life styles. Such is the concept of the village industry, which supports interaction and camaraderie among clusters of experts while maintaining proximity to the family. The “village” will likely be closer to experts' homes than to company facilities, and performance will be measured on a deliverables basis, rewarding teams instead of individuals. Significant research issues—such as candidate identification relative to project type, and type of participant—must be resolved, as must other issues, such as technology access and security. Additionally, measurements for team rewards, present in few companies today, must be developed.
Summary
As more of the product life cycle moves onto the information plane, organizational structures and work norms must become
more fluid. Any computer workstation might become the workplace, and the organization itself will be a flatter structure that relies on electronically networked peer-to-peer business teams that are readily reconfigurable to respond to rapidly changing business requirements. The PRP, in maturity, will catalyze the development of a new kind of manufacturing—the manufacturing of complete product images that are as marketable as the physical products they represent. In doing so, it will usher in the true information economy.
The research that will enable U.S. manufacturing to reach this plane lies in six general areas:
-
Definition of, and supporting technology for, intelligent images;
-
Data base structures that combine engineering, manufacturing, cost accounting, capacity planning, and factory layout modeling into an integrated view of production capability;
-
Technologies for capturing, organizing, managing, and displaying data on strategic and tactical business and manufacturing requirements;
-
Group design processes that support and enhance the functioning of multidisciplinary work teams;
-
Management that eliminates the dichotomy between flexibility and productivity; and
-
Control architectures that facilitate movement up the intelligence ladder beyond feedback, memory, and learning to goal changing.
NOTE
1. Taguchi, G. 1988. Introduction to Taguchi methods. Engineering 228:1
2. (The methods of quality improvement developed by Genichi Taguchi have already found widespread acceptance in Japan and the United States. Based on a different way of thinking about quality, these methods use statistical analysis to ensure high product quality. Taguchi's thinking on quality is based on two fundamental concepts: that any loss in quality is defined as a deviation from a target, not a failure to conform to an arbitrary specification; and that high quality can only be achieved economically by being designed in from the start, not by inspection and screening. Taguchi's definition of quality is customer-oriented. Quality is the characteristic that avoids loss to society after the product is shipped. A loss of quality can therefore be measured in pounds, dollars, or yen. His philosophy is that adding features is not a way of improving the quality of a given product, only of varying its price and its target market segment.)






















