
3
Metallic Materials and Processes
Aircraft alloy materials and processing technology has been advancing steadily with each new aircraft model. Important alloys in commercial transport applications include high-performance aluminum alloys, high-strength steels, and titanium alloys. Significant progress is being made in developing alloys with improved strength, toughness, corrosion resistance, and producibility. Advances have been achieved primarily through incremental improvements to already-developed alloys. Manufacturing process development has been emphasizing low-cost approaches such as net-shape processing (casting and forging), improved forming methods, and high-speed machining. This chapter describes developments and trends in metallic alloy materials and processes.
ALUMINUM ALLOYS
The primary use of high-strength aluminum alloys is in aircraft construction; the airframe of modern aircraft is approximately 80 percent aluminum by weight (Marceau, 1994). Traditionally, the structural aluminum alloys in aircraft have been 2024 in damage-critical areas and 7075 in strength-critical areas (Starke and Staley, 1996).
The goal of aircraft designers to improve durability and save weight has led to the development of new aluminum alloys that provide improved combinations of specific strength, durability, and damage tolerance. Most often, the newer alloys are variants of older 2XXX- and 7XXX-series alloys—but with tighter controls on chemistry and processing parameters. For instance, the upper and lower wing structures of the Boeing 757 and 767 are manufactured with improved alloys relative to the older Boeing 747. The improved alloys include 7150-T6 plate and extrusions (upper wing) and 2324 plate and 2224 extrusions (lower wing). Alloy 7150-T6 is a modification of the 7050-T74 product. It is aged to a higher strength and is processed to control the grain structure and degree of recrystallization (Staley, 1992). The T6 temper results in a higher strength than the T74 temper, and a new aging treatment (T61 temper) was developed to provide one letter-grade better in the rating system used to described exfoliation corrosion. Alloy 7150-T61 plate and extrusions are also used on the McDonnell Douglas MD-11. The tighter controls on chemistry and processing parameters may cause an increase in the cost of the material, but production applications of improved alloys show that this cost can be offset by benefits in performance or durability.
Improved Strength and Corrosion Resistance
The conventional T76 and T73 tempers used to develop high resistance to exfoliation corrosion and to stress corrosion cracking in the short transverse direction of 7XXX alloys are associated with a 10–15 percent reduction in strength compared with the peak-aged T6 temper. To address this reduction, the T77 temper has been developed for the 7150 and 7055 alloys. The 7150-T77 plate and extrusions have the strength and fracture toughness of 7150-T6 and - T61, but with the exfoliation and stress corrosion resistance of 7075-T76. The alloy 7055 relies on strict control of solute elements and thermomechanical processing to produce a material that has a higher strength than that of 7178-T6, along with improvements in exfoliation corrosion, stress corrosion cracking susceptibility, fracture toughness, and fatigue resistance (Staley, 1994).
Improved Durability and Damage Tolerance
The alloys 2324-T39 and 2224-T3 were developed by modifying the composition and processing of standard 2024. The amount of cold work applied after quenching and prior to aging was increased from the 1–3 percent used for 2024-T351 plate to about 9 percent. The allowable limits of iron and silicon impurities were reduced, and composition and processing were modified to minimize constituent particles and to improve fracture toughness and decrease fatigue crack growth rate. Processing conditions were also modified for extrusions in order to retain the deformation crystallographic texture for added texture strengthening (Staley and Rolf, 1993).
Boeing is using a new Alcoa alloy, C188, for the fuselage of the 777. This alloy falls into the 2XXX-series family and has stricter chemistry and process controls than normal airframe alloys. It has a 17 percent improvement in toughness and a 60 percent slower fatigue crack growth compared with 2024-T3.
Since the aluminum alloys discussed above are variants of or improvements over conventional aluminum alloys that are
currently used—some have been used for over 50 years (2024-T3 sheet was used as early as 1936 on the original DC-3)—they minimize potential risks for design, maintenance, and in-service failure. On the other hand, new classes of aluminum alloys (e.g., Al-Li alloys and aluminum/polymeric composite hybrids described in a later section) are quite different from conventional aluminum alloys and must be treated differently.
Low Density (Aluminum-Lithium) Alloys
The interest in Al-Li alloys derives from the large effect that lithium additions have on the modulus of aluminum, a 6 percent increase for every weight percent added, and the density, a 3 percent decrease for every weight percent added. These changes apply for lithium additions up to 3 weight percent. There have been three generations of Al-Li alloys (Starke and Blankenship, 1993):
-
Those produced in the 1950s, 1960s, and 1970s, including alloy 2020 (used for the upper and lower wing skins of the North American RA-5C Vigilante aircraft) and alloy 1420 (used for a welded fuselage and cockpit of the MIG 29). These alloys experienced either ductility and fracture toughness problems (2020) or were of relatively low strength (1420).
-
Those produced in the 1980s, including alloy 2090, 2091, 8090, and 8091. These alloys had an attractively high modulus and low density, but contained anisotropic mechanical properties.
-
The more recent high-strength Weldalite®-type alloys developed by Martin Marietta, including alloy 2195 (Pickens et al., 1991).
Aluminum-lithium alloys have yet to replace conventional aluminum alloys in many aerospace applications because of their fracture behavior. Low fracture toughness was a concern with the first commercial Al-Li-X alloy 2020. Although not all Al-Li-X alloys suffer from low toughness, fracture behavior can depend on a number of variables (Blankenship and Starke, 1992), including:
-
the presence of tramp elements such as sodium and potassium (and in some cases calcium, hydrogen, and sulfur) that are believed to be present in lithium metal used in preparation of the alloy;
-
the presence of iron-, silicon-, copper-, and magnesium-rich constituent phases that form during the casting process;
-
the effect of chromium, manganese, and zirconium dispersoids which are added for grain structure control;
-
anisotropic behavior resulting from lamellar grain structure and intense deformation texture;
-
strain localization from the cutting of shearable matrix precipitates (primarily Al3Li); and
-
strain localization from preferential deformation in softer, precipitate-free zones (PFZ) adjacent to grain boundaries.
As a result, newer Al-Li alloys have been developed that minimize these effects and improve fracture toughness. Tramp element levels have been decreased by using high-purity lithium metal for the production of commercial ingots and by using fluxing and other specialized casting processes. Although the presence of constituent phase particles in conventional and Al-Li alloys is unavoidable, toughening strategies revolve around minimizing their volume fraction by keeping iron and silicon levels to a minimum. A new alloy, designated AF (UDRI), which is produced using special alloying and processing procedures that reduce anisotropy, has been developed at the University of Dayton Research Institute. The new alloy has mechanical properties similar to 7050-T7451 with significant improvements in density and modulus. Most of the newer Al-Li alloys have alloying elements (e.g., copper, magnesium, and manganese) that reduce shear localization in the matrix by forming nonshearable precipitates. Finally, strain localization in the PFZ and associated void nucleation at grain boundary precipitates cannot be eliminated by alloying additions. However, this problem can be minimized by stretching the material and then aging the material at low temperatures, both of which accelerate precipitation in the matrix and lead to decreased grain boundary precipitation, a smaller PFZ, and improve combined strength and fracture toughness.
The first and second generation Al-Li alloys (e.g., 2020, 2090, 2091, and 8090) suffered from low fracture toughness in the short transverse direction and anisotropic properties. However, newer alloys with lower lithium contents (e.g., Weldalite) and alloys that utilize special processing procedures (e.g., AF (UDRI)) have fracture toughness similar to that of many conventional aerospace aluminum alloys and offer lower densities and higher modulus.
The newer classes (second and third generations) of Al-Li alloys have seen limited commercial use. Alloy 8090 plate, extrusions, and forgings were used in at least one classified U.S. space vehicle and currently are used on leading edges and outer lower wing skins of the Airbus A330 and A340. Alloy 2090 is being used on the C-17 military transport. The Weldalite 2195 alloy has been selected for the super-light-weight external fuel tank of the Space Shuttle. This alloy offers a 50 percent increase in strength, a 5 percent increase in elastic modulus, and a 5 percent reduction in density compared with the conventional 2219 alloy that it will replace. It is likely that this alloy will also see use in advanced subsonic aircraft. Al-Li alloys may behave differently from conventional aluminum alloys, and, accordingly, they should
be characterized to gain confidence in manufacturing methods and performance over the life of an aircraft.
The Al-Li alloys as a group have attractive fatigue properties; are amenable to superplastic forming; display moderate to good weldability; and can be chemically milled, bonded, anodized, clad, and painted. On the debit side, they often display considerable anisotropy, especially in the short transverse direction, and are typically more costly than conventional aluminum alloys. They are more susceptible to surface oxidation and are prone to warping during quenching. They are more difficult to process than conventional aluminum alloys, and their properties can be greatly influenced by relatively minor processing variations.
New Materials
There are a number of a new aluminum materials that are under study and are being developed for use in commercial transport aircraft. Laminated hybrids of aluminum sheet with aramid-fiber-reinforced (ARALL) or glass-fiber-reinforced (GLARE®) composites have high fatigue resistance and the potential for significant weight savings in aircraft. This material also has resistance to burnthrough in the event of a fire and can potentially substitute for titanium in fire walls. On the negative side are the very high material costs, typically 7–10 times that of monolithic aluminum sheet (Tenney, 1992).
Al-Mg-Sc alloys, while potentially very expensive because of the presence of scandium, appear to have excellent corrosion resistance, and as a body skin they may not need to be clad or painted which would lead to reduced maintenance costs. Higher-strength forgings, age-formable alloys, less-quench-sensitive alloys, and rivet alloys with improved formability are all being examined and developed for future use in subsonic aircraft. Each product may require new methods of evaluation and maintenance. The critical properties that characterize the materials, fabrication and assembly, and issues of in-service supportability must be identified and evaluated prior to airframe application.
HIGH-STRENGTH STEELS
Research on the development of new high-strength, high-toughness, corrosion-resistant steels for landing gear materials has been a subject of intense recent interest. Improved Ni-Co, low-carbon steels (most notably Aermet 100 and AF1410), have excellent combinations of properties and are developed to the point where they are now being specified as replacements for the standard landing gear steels 300M and 4340.
These improved steels are used in landing gear on carrier-based aircraft because they exhibit excellent damage tolerance and environmental resistance. The steels can also find application as attach fittings, horizontal stabilizer spindles, arresting-hook shanks, and catapult hooks. Other aerospace applications under consideration include rotorcraft actuators and masts, gas turbine engine shafts, and rocket motor casings. Nonaerospace applications include ordnance, armor, high-strength fasteners, pump splines, and automotive drive shafts.
The improved combination of strength, damage tolerance, and stress corrosion cracking resistance provides significant benefits for applications under severe service conditions, such as the naval aircraft environment. An additional benefit includes fatigue strength superior to 300M. These materials have good weldability because of low carbon content. Testing has shown that Aermet 100 can be welded, without preheat, with joint efficiencies approaching 100 percent.
The new landing gear steels are more resistant to stress corrosion cracking than 300M, but are prone to general corrosion attack. Coating technology to prevent general corrosion in these steels is lagging. More work should be done in chemical vapor deposition and physical vapor deposition techniques for applying coatings. These improved toughness steels require vacuum induction melting and vacuum are remelting practices, followed by thermomechanical processing of the wrought materials to produce the desired fine-grain size and combination of properties. Furthermore, components must be processed oversized to avoid decarburization, and processing and melting practices must be standardized. Appropriate weld filler metals are available, and full characterization of weldability of these alloys will increase their application potential.
It appears that the strength of these new steels cannot increase to higher levels without corresponding decreases in ductility and toughness. However, increased strength can be achieved while keeping toughness at levels acceptable for many applications. Such a balance of properties may be acceptable for landing gear for civil aircraft.
The use of rapid solidification technology may provide an avenue for further improvements in landing gear steels by decreasing inclusion size. However, large forging presses would be required to consolidate billets large enough for landing gear components. Powder-particle oxide coatings must be broken up during consolidation to minimize the size of oxide particles present in the finished material and to limit their effect on the mechanical properties. The need to employ thermomechanical processing may limit applications. In some cases, the desired component size may exceed the size of available furnace capacity.
TITANIUM ALLOYS
Titanium and titanium alloys are widely used in aircraft applications because of their high strength-to-weight ratio and excellent corrosion resistance. Titanium use is, however,
strongly limited by its higher cost relative to competing materials, namely aluminum alloys and steels. There are three types of titanium alloy systems based on the composition of the alloy and the resultant, predominant room-temperature phase: (1) α and near-α alloys, (2) α/β alloys, and (3) β alloys. α phase is the low-temperature allotrope of titanium and phase is the high-temperature allotrope. Manipulation of the content and microstructural form of these two phases through alloying and thermomechanical processing is the primary basis for the titanium alloy optimization. For a more detailed discussion of basic titanium metallurgy, see Collings (1984), Duerig and Williams (1984), and Bania (1993).
The primary reasons for using titanium for aircraft applications include:
-
Weight savings. In various applications (assuming they are not gauge-limited) the strength/weight ratio of titanium can exceed those of stronger but heavier steel alloys and lighter but weaker aluminum alloys. The consequent weight savings achieved by using titanium instead of the competing alloys can be significant.
-
Operating temperature. Titanium is most commonly used when the operating temperature exceeds about 135°C (275°F; the normal maximum operating temperature for aluminum). These conditions exist in the nacelle, auxiliary power unit area, and wing anti-icing systems for airframe structures. Steel and nickel-base alloys are obvious alternatives, but have a density of about 1.7 times that of titanium.
-
Space limitation. Titanium may replace more-easily processed aluminum alloys where space is limited (e.g., landing gear beams).
-
Corrosion resistance. Excellent corrosion resistance enables titanium to be used, in most applications, without the addition of protective coatings.
-
Composite compatibility. Titanium has found significant use in contact with polymeric composite components because titanium is more galvanically compatible with carbon fibers than aluminum and has a relatively good match of thermal expansion coefficients.
α and Near-α Alloys
There are two types of alloys in this category—the commercially pure grades (with oxygen and iron as the primary alloying elements) and those with intentional additions of α stabilizers, such as aluminum and tin. Commercially pure (CP) grades can be obtained with minimum yield strengths from 25–70 ksi (172–482 MPa), with the higher-strength grades containing more oxygen and iron. Their primary attributes are good formability, with the formability decreasing as the strength increases; excellent corrosion resistance; and good weldability. CP alloys are used for nonstructural applications such as floor support structure in the galley and lavatory areas, tubes or pipes in the lavatory system, clips and brackets, and ducting for the anti-icing and environmental control systems. CP alloys will continue to be used in commercial aircraft, with little change anticipated for future aircraft.
The α and near-α structural alloys include Ti-3Al-2.5V (Ti-3-2.5), Ti-5Al-2.5Sn (Ti-5-2.5), Ti-8Al-1Mo-1V (Ti-8-1-1), and Ti-6Al-2Sn-4Zr-2Mo (Ti-6-2-4-2S). Ti-3-2.5 has two key applications in aircraft: hydraulic tubing where it is used for high-pressure hydraulic lines, and honeycomb core in applications where greater strength than CP alloys is required.
The most common application of α alloys (other than CP) is for elevated-temperature applications because of their outstanding elevated property retention and creep resistance. The primary alloy used in the United States for these applications is Ti-6-2-4-2S, which is used for rotating engine components such as blades, discs, and rotors at temperatures up to about 540°C (1000°F). Ti-6-2-4-2S is also finding applications in some airframes, in areas such as engine mounts, exhaust systems, and areas of exhaust impingement.
Future trends in alloys are use in improved oxidation resistance and high-temperature creep strength. For example, a modification of Ti-6-2-4-2S, Ti-6Al-2.8Sn-4Zr-.4Mo-.4Si (Timet Timetal-1100®), has the potential to be used at temperatures up to 593°C (1100°F; Bania, 1989).
α/β Alloys
α/β alloys, including Ti-6Al-4V (Ti-6-4), Ti-6Al-6V-2Sn (Ti-6-6-2), and Ti-6Al-2Sn-4Zr-6Mo (Ti-6-2-4-6), are capable of somewhat higher strengths than the near-α alloys, have good combinations of properties, are more processable than the alloys, and, depending on the alloy, are sufficient for service temperatures up to 315–400°C (600–750°F). Alloys with lower β-stabilizing contents, such as Ti-6-4, are highly weldable. As the β-stabilizer content increases or as the hardenability increases, welding becomes more difficult. These alloys can provide a weight savings with superior corrosion resistance compared with low alloy steels and aluminum alloys.
Ti-6-4 is the workhorse of the titanium industry; it accounts for about 60 percent of all titanium production and 80–90 percent of the titanium used in all sections of the airframe (including fuselage, nacelles, landing gear, wing, and empennage). Virtually all product forms are used, including forgings, bar, castings, sheet, plate, extrusions, tubing, and fasteners.
Alloy Ti-6-6-2 was used extensively in the landing gear support structure of the Boeing 747 because of its superior corrosion resistance to the low-alloy steels. One β alloy, Ti-10V-2Fe-3Al (Ti-10-2-3), has been used on later
models because it offers improved weight savings, particularly in thick sections. Fracture toughness and stress corrosion resistance are also improved beyond that of Ti-6-6-2.
Future trends in α/β alloys include the introduction of alloys (e.g., Ti-6Al-2Sn-2Mo-2Zr-2Cr) with improved strength/toughness combinations and the use of lower oxygen content versions of Ti-6-4 for maximum toughness.
β Alloys
β alloys, which include Ti-15Mo-2.7Nb-3Al-0.2Si and Ti-3Al-8V-6Cr-4Mo-4Zr (β-C), are capable of being heat treated to high strengths in excess of 200 ksi (1,378 MPa). They can be heat treated over a broad range of strengths, permitting one to tailor the combination of strength and fracture toughness properties that is desired, and they generally have high stress corrosion resistance. β alloys offer fabrication advantages, particularly for producing sheet, due to their cold-rolling capabilities. In addition, for hot-die or isothermal precision forgings, alloys such as Ti-10-2-3 can be forged at lower temperatures, resulting in lower die costs and forging advantages for some shapes.
Some of the β alloys, such as Ti-10-2-3 (Boyer, 1980, 1993, 1994; Carey et al., 1985; Davies, 1993) and β-C (Boyer et al., 1984; Eylon et al., 1988; Wagner and Gregory, 1993) have excellent fatigue properties, while others, such as Ti-15-3, have, in general, poor fatigue properties relative to their strengths. Ti-10-2-3 is weldable, but electron-beam welding is recommended as plasma and TIG welding can result in poor ductility and toughness (Messler, 1981). Alloys such as Ti-15-3 and β-21S are readily weldable.
Alloy Ti-15-3 was developed to improve strip producibility, cold formability and the ability to heat treat to high strengths. It has excellent cold-forming characteristics for simple forming operations such as brake forming or forming into shapes. However, for more-complex forming operations, such as tube bending, stretch and bulge forming, where triaxial stresses are developed, forming difficulties can be encountered.
Alloy Ti-10-2-3 is the most highly used of the β alloys, has excellent fatigue properties, and has moderate fatigue crack growth rate characteristics. The most significant application of Ti-10-2-3 is on the landing gear of the Boeing 777, which results in a significant weight savings compared with 4340 steel and eliminates the potential for stress corrosion cracking associated with steel.
Timetal 21S has good high-temperature properties, with creep properties superior to that of Ti-6-4 (Fanning, 1993). Applications on the Boeing 777 are in the engine nacelle and in areas where exposure to hydraulic fluids at elevated temperatures can occur (alloy 21S is uniquely resistant among titanium alloys to hydraulic fluids used in commercial aircraft).
Low-Cost Alloys
Two low-cost titanium alloys have recently been developed. Timetal 62S (Ti-6Al-1.7Fe-.1Si) was developed as a low-cost replacement for Ti-6-4 for the automotive industry (Bania et al., 1993). Since iron is a much lower-cost alloying addition than vanadium, the use of an expensive master alloy was eliminated. The other low-cost alloy, Timetal LCB (Ti-6.8Mo-4.5Fe-1.5Al), developed for automotive springs, takes advantage of low-cost alloying additions by using a low-cost ferromoly alloying addition (Bania, 1994). This alloy can be heat treated to strengths in excess of 200 ksi (1,378 MPa) with reasonable ductility. The properties of both of these alloys indicate that they may be appropriate for airframe applications. Timetal LCB is presently being studied as a high-strength fastener alloy.
METAL-MATRIX COMPOSITES
Much of the early work on metal-matrix composites (MMCs) involved aluminum-matrix alloys. Recently, matrices based on titanium alloys and intermetallics of titanium and aluminum (γTiAl) have received much interest. There are a variety of types and morphologies of reinforcements used in MMCs, principally high-melting-point ceramics, such as SiC or Al2O3, in the form of discrete whiskers, particles, or continuous fibers.
The major benefit of MMCs over monolithic alloys is their higher strength, elastic modulus, and fatigue crack initiation resistance at the expense of lower toughness. The major emphasis in research has been to achieve improved ductility and toughness in discontinuously reinforced MMCs and improved toughness in continuously reinforced MMCs with no loss in strength. Unfortunately, the costs of producing MMCs are high. In MMCs with continuous reinforcement, key issues include cost, processing, and producibility of useful shapes.
Continuously reinforced MMCs provide the greatest strength and stiffness at premium cost. Landing gear on advanced aircraft can use continuously reinforced MMCs for reduced weight and increased environmental resistance. Other candidate applications include supersonic aircraft skins and engine structures where high-temperature strength is required.
Discontinuously reinforced MMCs, containing whiskers or particles, provide increased strength and stiffness, but at higher costs than unreinforced metals. They can find applications in lightly loaded, stiffness-critical airframe components where enhanced fatigue or fracture resistance is not a necessity. Examples include inertial guidance systems, rudders, escape hatches, and aircraft hydraulic systems.
MMCs with continuous reinforcement have a problem with fiber-matrix compatibility, fiber cost, fiber size, and fiber-coating technology. There are also unresolved issues
associated with consolidation technology, the cost of production, and manufacturing, including post-fabrication shaping, forming, and machining, as well as the establishment of design properties.
Whisker and particulate MMCs need specially designed dies for primary processing. Achieving a uniform dispersion of particles and producing a controlled or reduced whisker or particulate size is difficult and processing costs are high.
The major barrier to the use of MMCs has been their high cost. Other barriers include the lack of standardization of mechanical property measurements and difficulty in machining. Process development and standardization are needed for both continuous and discontinuous MMCs. Other constraints include low fracture toughness and poor, short transverse mechanical properties. Because of these constraints, the committee foresees niche applications but not major use of MMCs in next-generation commercial transport airframes. The most likely first application of MMCs in commercial aircraft is in engine applications; however engine applications are not within the scope of this study.
TRENDS IN PROCESSING
Forming
A range of metallurgical forming processes are employed in the production of commercial aircraft. These include both cold-forming and hot-forming processes. The process used depends on the characteristics of the alloys and on the amount of deformation required. Two forming processes of particular importance for next-generation aircraft will be age forming and superplastic forming and are described later in this chapter.
Age forming utilizes the metallurgical stress relaxation phenomena that occurs during the artificial aging or heat treatment of aluminum alloys. The age-forming process can be performed on any of the heat-treatable aluminum alloys in the 2XXX, 6XXX, and 7XXX series. Age forming offers a potential solution to many of the problems encountered when conventional cold-forming processes are applied to integrally stiffened, complex shaped parts. Stress relaxation occurs during the age-forming process to convert elastic strain into retained deformation for simple and compound contour shapes. Production use of age forming has occurred primarily on wing skins and stringers, with experience on B-1B upper and lower skin panels, Gulfstream IV compound curvature upper wing panels, Airbus A330 and A340 upper wing panels, and iso-and ortho-grid patterns for Titan IV booster skirts.
Uniform pressures are applied at the required aging temperatures using bagging and autoclave techniques. Both peripheral and total bagging methods have been employed successfully in the development and qualification of the age-forming technique. Process cycle temperatures and times can be adjusted and typically correspond to MIL-HDBK-5F aging practices. Post-forming property evaluations in 2419, 7150, and 8090 Al-Li alloys have demonstrated no alteration in mechanical properties due to the age-forming process. Parts with complex thickness changes, cut-outs, pad-ups, and stiffeners have been formed successfully using age-forming procedures.
Tooling development involving primarily the issue of ''over-form" or spring-back is the major factor to be understood in forming new parts. For integrally stiffened concepts, 46 cm × 61 cm (18 in. × 24 in.) test panels are normally used to aid in both design and tooling concepts. Concave and convex contoured panels with grid patterns have been fabricated using age forming in a variety of high-strength 7XXX-and 2XXX-series aluminum alloys. Radii of panels fabricated to date have been on the order of 100–150 cm (40–60 in.) in diameter, although 50–76 cm (20–30 in.) in diameter appears to be feasible with proper development.
Near-Net-Shape Forging and Casting Processes
Aircraft alloys are producible by conventional methods and much has been written regarding techniques and capabilities. The continuing issue is that of cost to produce usable part configurations. For example, the use of titanium has been limited by raw product costs (from 3–10 times that of aluminum or steel) and processing difficulties. Since the early 1970s, government and industry research has focused on low-cost processing methods for both military and commercial aircraft, with much of the focus on net-shape processing methods that eliminate (or reduce) costly post-processing operations such as machining (AFML, 1973; NRC, 1986). Processes that take advantage of this approach include net-die, hot-die, or isothermal forging, and net-shape premium-quality castings.
Forging Processes
Conventional forging technology produces complex die forgings, by press or hammer techniques, to configurations with average "buy-to-fly" (B/F) ratios1 of about 7:1. Smaller, simpler forgings (<323 square cm or 50 square in. plan view area) can be produced with B/F ratios of 2:1 or less (precision forgings), while larger, complex forgings have greater B/F ratios, sometimes as high as 25–30:1 or greater. Subsequent machining processes to reach the desired final configuration can be very expensive, especially in the case of titanium, where forging stock can cost as much as $25 per pound.
Numerous U.S. Air Force and industrial technology development programs have been conducted to establish a technology base for hot-die (isothermal) forging of titanium alloys closer to net size (Leodolter, 1982). These efforts resulted in the development of a technology base for producing complex near-to-net titanium with B/F ratios of 3:1 or less.
Although widely used for jet engine components, because of the larger size and asymmetrical shapes required for airframe parts, isothermal forging has not been extensively used. Furthermore, it does not appear that the technology will find much use in next-generation aircraft for several reasons:
-
Building a complex, high-temperature die system is very costly and time-consuming, and delivery schedules of first parts generally will not allow time to implement the process. It is likely that production runs will not be sufficiently long enough to amortize the cost of the dies. The time to set-up for a production run would not be justified, based on the limited number of articles that are required.
-
Competing processes, particularly castings, will allow faster production of the same parts, closer to final configuration, and in many cases to a more structurally efficient configuration than is producible by any combination of forging and machining.
-
The major driver for net-shape processing has been the high cost of machining, especially for titanium because the material costs are significantly higher and because titanium is more difficult to machine than aluminum or steel. However, with the development of advanced machining tools, numerical controls, and innovative cutter technologies, machining of titanium is no longer the high-cost operation it has been in the past.
Although forgings will continue to be a mainstay structural product form for the next-generation aircraft, in light of the above it is likely that they will be either conventional forgings or forged block.
Casting Processes
Historically, strength and toughness levels and consistency in quality of cast parts have been inferior to wrought fabricated products. Consequently, castings have not been used in many airframe primary structure applications. However, both aluminum and titanium castings are finding significant new application in aircraft, especially military systems (AGARD, 1991). The increased application of castings has been fueled by advances in process technology and the need to reduce manufacturing costs.
Aluminum castings have been produced and utilized in a wide range of airframe components, including pylons, bulkheads, vertical stabilizers, and canopy frames. The most common aluminum casting alloys include A356, A357, and A201. Aluminum casting alloys generally exhibit lower allowable design stresses than wrought alloys which is attributable to the wider variability in properties compared with wrought products because of the persistent occurrence of porosity. Improved aluminum casting alloys, advances in understanding microstructural control, and improvements in sand-and investment-casting processes have resulted in significant increases in the use of aluminum castings, particularly by Airbus.
Cast titanium components have been used successfully in both engines and airframes for many years. There are numerous applications of titanium castings for structural applications such as frames and nozzles. The predominant titanium alloy for cast parts in aerospace structures is Ti-6-4, but several other alloys, including Ti-6-2-4-2s, Timetal-1100, and Ti-15-3, have also been investigated.
In airframe applications, titanium castings (particularly Ti-6-4) are being used in secondary or nonstructural applications with casting factors2 of 1.0–2.0, depending on the criticality of the application. As casting technology has matured, and as hot isostatic processing (HIP) has become an integral part of the casting process for titanium, larger, more complex cast shapes with significantly improved structural properties have been realized.
The advances in casting processes, particularly HIP, the improving performance database, and prior history in engine applications led the Boeing/Lockheed team to commit to produce the F-22 side-of-body rib assembly (figure 3-1), a primary structure/fracture critical part, from two Ti-6-4 castings with a casting factor of 1.0. Benefits in weight and cost were realized because of design refinement, joint elimination, and minimization of secondary processing (such as machining). This initial application of castings on the F-22 has led to many additional applications which total more than 50 parts, many in fracture-critical applications. The success on the F-22 should provide impetus to the commercial airframe industry to pursue similar applications.
The issues that need to be addressed before wider use can be made of critical structural castings include:
-
Elimination of casting factors. Extensive tests are required to determine static properties and durability and damage tolerance characteristics that permit reduction or elimination of casting factors (currently 1.3–1.5). The implementation of process controls and the development of property databases will allow the minimization or elimination of casting factors.
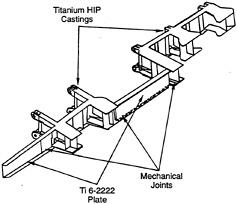
FIGURE 3-1 HIP castings applications—F-22 wing-to-body rib castings.
Source: Clark et al. (1995).
-
Optimization of casting parameters. The introduction and implementation of computer simulations of the casting processes (including solidification and heat transfer models) will contribute to improved designs and fewer defects. By using process simulations, changes in casting configurations and mold designs can be more efficiently achieved to accelerate final part production.
-
Rapid prototype development. Rapid prototyping technologies encompass a variety of methods to directly generate three-dimensional models from computer-aided design (CAD) workstations. The solid models can be used as patterns for investment castings and to verify dimensional conformance on final parts.
Further advancements in the casting industry will extend the application potential and cost benefit significantly. One such advancement is rapid prototyping methods, such as using stereolithography to produce first articles in a short period of time. Stereolithographic technology may also lead to low-cost mold fabrication techniques. Finally, significant progress is being made by industry, as well as academic, researchers in modeling of the casting process (NRC, 1995a). As the technology matures and extends into more complex shapes, further benefits will be realized, including reduced time to first part development, increased shape complexity, and improved casting integrity.
In summary, castings will experience increasing use for primary structure on airframes because of the improvements in the capability of the casting industry to produce complex, high-integrity castings. Future advancements inclusive of additional alloys, rapid prototyping, stereolithography, process modeling, and welding will further extend their use. Increased confidence will finally reduce or completely eliminate casting factors.
High-Speed Machining of Low-Residual-Stress Parts
Semifinished material is not a major contributing factor to the acquisition cost of advanced aircraft. Accordingly, it is possible to trade off some efficiency in material utilization in order to achieve significant decreases in assembly costs. In many cases, recent advances in high-speed machining have out-paced developments in net-shape processing (Smith, 1994a).
High-speed machining is an attractive alternative to conventional machining. Cutting heads move at significantly higher speeds, and since cutting forces are lower, smaller cutting radii and thinner sections can be realized. Gauges obtainable are thin enough that complex, built-up sheet-metal assemblies can be considered as replacements for conventional machined components without weight penalties. Even though material utilization factors can be reduced, subsequent assembly costs will be reduced as well. Overall surface quality is better than that obtained with conventional machining. Existing machining equipment can be used for some high-speed machining operations, but to take full advantage of this technology, some capital investment will be required.
In combination with computer-controlled, multiaxis machining heads and emerging CAD software, many complex part configurations can now be more fully considered. Biaxially stiffened concepts with integral web channels produced by high-speed machining show encouraging structural efficiencies at affordable manufacturing costs.
Superplastic Forming and Diffusion Bonding
Superplastic forming (SPF) is a hot forming process wherein, due to the metallurgical structure of the alloy (very fine grain size) and the processing temperature, the material exhibits superplasticity (as much as 1,000 percent elongation) within a range of low strain rates. In some cases, SPF is combined with diffusion bonding (DB) wherein parts are held in intimate contact during the high-temperature forming process, allowing a high-integrity bond to form because of inter-diffusion across the interface.
Aircraft components that can be produced using superplastic forming include complex, secondary structural parts that require high local deformations in one forming operation. This section describes SPF and DB of aluminum and titanium alloys.
Aluminum Alloys
Aluminum alloys do not exhibit superplastic properties under conventional processing conditions. Special thermomechanical treatments are usually necessary to obtain the desired grain structure necessary for superplastic deformation. Aluminum alloys (e.g., 2004, Supral 100, and Supral 220) were developed especially for their superplastic properties.
Aluminum alloy 2004 (Supral 100) is a medium-strength alloy with mechanical properties similar to 6061 and 2219 and is normally used in lightly loaded or nonstructural applications. Supral 100 components have been produced for over 80 different aircraft, including the Airbus A340, Aerospatiale's ATR, and the Boeing 777, and are in service in many countries around the world. For example, the wing-tip light housing for the Boeing 777 is fabricated using SPF processing. The European Fighter Aircraft Program is considering many SPF parts, including sine-wave spars, auxiliary power unit (APU) shear wall, tank shear walls, doors, boxes, fire walls, and outlets. Based on these service experiences, SPF of aluminum components should see increased use in commercial aircraft.
Fabrication methods that combine SPF and DB, as used for titanium alloys, are not commercially available for aluminum alloys. The effective use of DB is hindered by the tenacious oxide film present on all aluminum alloys. Development programs directed at overcoming this problem are underway but have not yet been successful.
Titanium Alloys
SPF and DB technologies as applied to titanium alloys are essentially mature. Both are currently being used on the F-15E aircraft with significant benefit. Strength properties of the SPF/DB component are equivalent to that of wrought alloys. However, the surfaces being joined must be very clean or strength will be reduced.
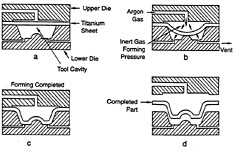
FIGURE 3-2 SPF process. Source: Gerber (1990).
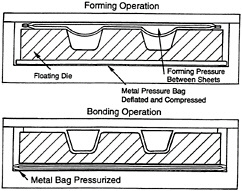
FIGURE 3-3 Two-sheet SPF/DB process. Source: Gerber (1990).
Numerous techniques have been developed that utilize the SPF and DB process. Several are shown in figures 3-2, 3-3, and 3-4 which depict the basic SPF process, two-sheet SPF/DB, and four-sheet SPF/DB, respectively. One can see from the figures that the process is versatile and can be adapted to forming a myriad of complex cross-sections in flat, curved, or compound contours. Currently, there are at least 10 companies in the United States with the capabilities to produce SPF and SPF/DB titanium parts or structures. Parts as large as 122 × 488 × 46 cm (48 × 192 × 18 in.) can be produced by this extensive industry base.
The large research and development effort, extensive industrial capacity, and current applications notwithstanding, the basic process has a number of technical issues that must be addressed before it will gain general user acceptance. These issues include:
-
long cycle times;
-
requirements for part forming prior to bonding operation to meet contour tolerances;
-
the effect of cooling rates on mechanical properties;
-
quality of bonding, especially in edgeband areas;
-
inspection methods and acceptance and rejection criteria;
-
cost, durability, and surface-finish retention of tooling materials; and
-
reduced fatigue life (at least 10 percent) for current two-sheet and four-sheet configuration approaches.
Many of the above issues are being addressed in ongoing developmental activities throughout the aerospace industry. SPF and SPF/DB have the potential to reduce the cost of a number of parts and assemblies. SPF will continue to be a
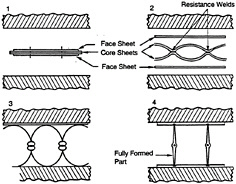
FIGURE 3-4 Four-sheet SPF/DB process. Source: Gerber (1990).
candidate process for application whenever design requires complex shapes with compound curvature.
SUMMARY
Aircraft alloy materials, including high-performance aluminum, high-strength steels, and titanium alloys, have been advancing steadily with each new aircraft model. Significant progress is being made, primarily through incremental improvements to existing alloys, in developing alloys with improved strength, toughness, corrosion resistance, and producibility.
The desire of aircraft designers to improve durability and save weight has led to the development of new aluminum alloys that provide improved combinations of specific strength, durability, and damage tolerance. Most often, the newer alloys are variants of older alloys, but with tighter controls on chemistry and processing parameters.
Al-Li alloys have seen limited commercial use. The Al-Li alloys as a group have attractive fatigue properties; are amenable to superplastic forming; display moderate to good weldability; and can be chemically milled, bonded, anodized, clad, and painted. However, they often display considerable anisotropy, are typically more costly than conventional aluminum alloys, are more susceptible to surface oxidation, and are prone to warping during quenching. Al-Li alloys are more difficult to process than conventional aluminum alloys, and their properties can be greatly influenced by relatively minor processing variations.
Improved Ni-Co, low-carbon steels (most notably Aermet 100 and AF1410) have been developed with outstanding combinations of high strength, high toughness, and corrosion resistance. These alloys have found use in landing gear. The strength of these new steels cannot increase to significantly higher levels without corresponding decreases in ductility and toughness. However, increased strength can be achieved while keeping toughness at levels that may be acceptable for landing gear applications for civil aircraft.
The primary reasons for using titanium for aircraft applications include weight savings, high operating temperature, space limitation, corrosion resistance, and composite compatibility. The committee believes that titanium alloys will continue to be developed with improved performance in terms of temperature resistance and strength/toughness combinations. Lower-cost titanium alloys have the potential to further increase the utilization of titanium alloys in production applications.
Despite the potential for significant performance benefits, the committee does not foresee significant use of metal-matrix composites in the airframe of next-generation transports because of their high cost, lack of standardization of mechanical property measurements, and difficulty in processing and machining. Process development and standardization are needed for both continuous and discontinuous metal-matrix composites.
Manufacturing process development has been emphasizing low-cost approaches such as net-shape processing (casting and forging), improved forming methods (including age forming and superplastic forming), high-speed machining, and superplastic forming and diffusion bonding.










