
stresses and diminish their peak magnitudes [6-9]. These mechanisms are described and used to address the relative importance of toughness and ductility.
Fatigue, oxidation, stress corrosion, creep, and rupture are dominant considerations for long-life applications. They determine reliability and life expectancy. Implementation requires that these phenomena be understood at levels needed to devise a robust life prediction methodology, preferably mechanism-based. The status of these models is assessed.
Manufacturing costs are dominated by small production volumes, as well as complex manufacturing procedures with long cycle times [10,11]. These factors distinguish high-temperature materials and their applications from those used in mass production. This distinction provides openings for new materials. Analytical approaches that clarify these opportunities are described and illustrated.
MATERIALS SELECTION
The current rationale for developing new high-temperature materials resides in property advantages that provide a manufacturing cost benefit at superior performance. Frequently, stiffness and density are the dominant performance drivers [11]. Creep strength and thermal diffusivity are important in other instances. Throughout, notch sensitivity has a defining role. These property advantages can be displayed with Materials Selector software [12]. They provide the rationales explaining why certain materials have progressed furthest toward implementation.
Modulus-density charts with superposed design indices present one rationale. Most propulsion components have stiffness and weight constraints, subject to cost objectives. There are also geometric requirements. These lead to three primary structural indices: EL/ρ (strut), ![]() (beam),
(beam), ![]() (plate), with EL being the longitudinal modulus and p the density [11,12]. Intermetallics and ceramics have preferred stiffness-density combinations, suggesting TiAl, Be/Al, Si3N4, and SiC as the preferred monolithic materials. But, as elaborated below, creep strength and notch sensitivity limit their performance. Instead composites emerge as more relevant candidates, because they combine favorable structural indices with acceptable notch properties. The application of charts to composites requires definition of the fiber architecture. There are two situations. (i) In polymer (PMC) and ceramic (CMC) matrix materials, weaves and plies are generally used, with a relatively high volume fraction of fibers (0.4 to 0.6). These are organized in at least two orientations. Such reinforcement schemes are necessary because of low transverse properties. (ii) Titanium (Ti) matrix composites (TMCs) can be fabricated only with relatively low fiber volume fractions (0.3). Thus favorable structural indices require unidirectional reinforcement schemes. Implementation with this architecture is feasible, because TMCs have adequate transverse properties that suffice in some basic designs.
(plate), with EL being the longitudinal modulus and p the density [11,12]. Intermetallics and ceramics have preferred stiffness-density combinations, suggesting TiAl, Be/Al, Si3N4, and SiC as the preferred monolithic materials. But, as elaborated below, creep strength and notch sensitivity limit their performance. Instead composites emerge as more relevant candidates, because they combine favorable structural indices with acceptable notch properties. The application of charts to composites requires definition of the fiber architecture. There are two situations. (i) In polymer (PMC) and ceramic (CMC) matrix materials, weaves and plies are generally used, with a relatively high volume fraction of fibers (0.4 to 0.6). These are organized in at least two orientations. Such reinforcement schemes are necessary because of low transverse properties. (ii) Titanium (Ti) matrix composites (TMCs) can be fabricated only with relatively low fiber volume fractions (0.3). Thus favorable structural indices require unidirectional reinforcement schemes. Implementation with this architecture is feasible, because TMCs have adequate transverse properties that suffice in some basic designs.
Ceramic matrix composites have been devised to obviate the prime limitation of monolithic ceramics. That is, they acquire acceptable notch performance through the introduction of stress redistribution mechanisms. The goal is to realize a stress redistribution capability comparable to that for aluminum (Al) or Ti alloys, without compromising high-temperature durability, at acceptable cost. These objectives can be appreciated with the use of a toughness-density chart (Figure 1). Toughness does not enter as an explicit design parameter, but it has an indirect relationship with notch performance. Experience has indicated that acceptable thermostructural characteristics arise when the toughness exceeds about 15 to 20 MPa ![]() . This toughness establishes one CMC property goal.
. This toughness establishes one CMC property goal.
A thermal conductivity (k)–thermal expansion coefficient (α) chart (Figure 2) provides additional materials selection input. Expansion mismatches (∆α) between components exceeding about 5 ppm C−1 lead to severe thermal fatigue. Even smaller differences are demanded for composite constituents: ∆α < 2 ppm C−1. Otherwise, ratchetting or cracking occurs upon thermal cycling [13,14]. This requirement severely constrains the selection of fiber reinforcements and of protective coatings. For example, high-temperature TMC applications require Al2O3 fibers. The SiC fibers used now are
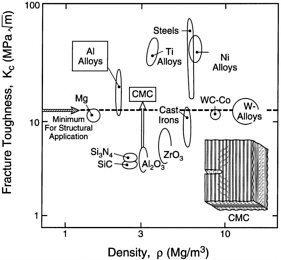
FIGURE 1 A toughness-density chart showing CMCs relative to structural alloys and engineering ceramics. Experience indicates that a toughness of 15 to 20 Mpa ![]() or greater is needed for structural use.
or greater is needed for structural use.
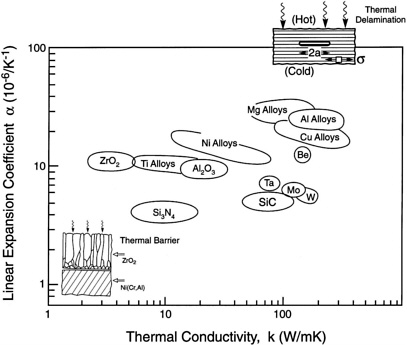
FIGURE 2 A thermal expansion–thermal conductivity chart for the constituent materials used in MMCs and CMCs.


