
5
Manufactured Products
A product is a transient embodiment of material and energy occurring in the course of material and energy process flows of the industrial system.
Robert A. Frosch
Figure 6 shows the sequence of industrial activities involved in making a finished product. The finished product is the culmination of complex energy and material flows through interrelated and interacting industrial sectors and processes within each sector. Product introduction, removal from the market, or product alterations can result in process changes. In addition, these measures affect the volume and types of material and energy needed to make, use, recycle, or dispose of the product. Emerging regulations that define product makeup and design—e.g., mandates governing the content of recycled material in manufactured products or design specifications requiring the removal of rechargeable batteries—are attempts to address environmental concerns in the design of products. Japan's recycling law and the German “take-back” legislation are examples of regulations that affect product design.
The challenge designers and manufacturers face in demonstrating environmental stewardship is in integrating environmental considerations into the design of their products and processes. The rigor that industrial ecology thinking brings to this challenge is the systems approach to effecting desirable changes within industrial ecosystems. Life cycle assessment (LCA) and Design for Environment (DFE) are two related methodologies that provide information and know-how to enhance the environmental integrity of a product.
Because transferring information and sharing knowledge are central to integrating environmental factors in design, it is important to distinguish between them. Information transfer refers to relaying codifiable information or knowledge (data, decision rules) from one party to another. There is no ambiguity about what the information means. The information can be easily transferred through documents or simple verbal communication. Knowledge sharing, however, is more encompassing and requires contextual understanding. Contextual knowledge sharing requires effective interpretation. It is often not easily articulated and may not be codifiable in physical form. There is limited environmental information that can be easily codified and relayed with little or no ambiguity. Integrating environmental concerns in design entails incorporating those factors and activities downstream and upstream from design activities. Much of this integration involves unspecifiable knowledge of the downstream and upstream operating environment. In addition, environmental factors can be unspecifiable —involving value judgments and uncertainty.
LCA and DFE are methods of gathering information and translating it into useful forms that designers and decision makers can use to make environmentally preferable choices. Both methodologies are information intensive and require the development of several information and knowledge data sets for full integration into design and decision models. As LCA and DFE methodologies are developed and refined, the integrated use of computer and communications technologies to merge business operations could be the backbone of future applications.
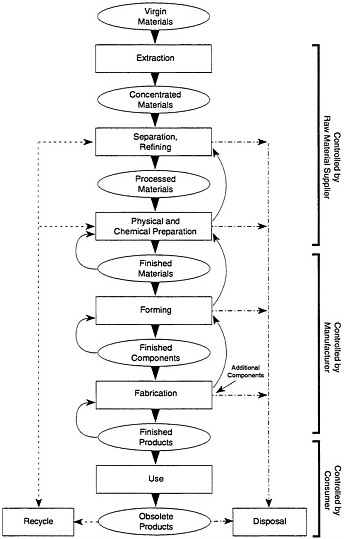
FIGURE 6 Sequence of activities and actors involved in product manufacture, use, and disposal. SOURCE: Graedel et al. (1993). © Institute of Electrical and Electronics Engineers, 1993.
PERSPECTIVES
Evaluating Environmental Impacts
RICHARD DENISON
Efforts to effect environmentally conscious design and practices in industry involve the serious evaluation of life-cycle environmental burdens associated with a product, process, or practice. As industry moves to integrate environmental concerns into product and process innovation, it needs to appraise the energy and materials uses and environmental releases associated with that innovation. Assessments of environmental impact are prerequisite to evaluating opportunities for improving products and processes from an environmental standpoint. This approach is the essence of life cycle assessment.
Life Cycle Assessment
LCA is intended to evaluate as comprehensively as possible “cradle-to-grave” environmental consequences of a product, package, process, or practice. It is supposed to account for energy and material inputs and outputs associated with making, using, and retiring a product, including the environmental risk associated with the life cycle of the product. It could similarly be applied to evaluate processes and practices in manufacturing to account for every resource and environmental risk encountered in making, using, and disposing of a product. LCA is thus a tool for identifying material and energy use and the waste released during production, formulation, distribution, consumer use, recycling, and disposal.
The life cycle concept is not entirely new to industry, which does undertake the economic costing of product life cycle. Including environmental factors in product life cycle assessments, however, considerably broadens the scope of analysis. The current technical framework for LCA consists of three distinct, but interrelated components: 1
Life Cycle Inventory—An objective, data-based process of quantifying energy and raw material requirements, air emissions, waterborne effluents, solid waste, and other environmental releases incurred throughout the life cycle of a product, process, or activity.
Life Cycle Impact Analysis—A technical, quantitative, or qualitative process to characterize and assess the effects of the environmental loadings identified in the inventory component. The assessment should address both ecological and human health considerations as well as other effects such as habitat modification and noise pollution.
Life Cycle Improvement Analysis—A systematic evaluation of the needs and opportunities to reduce the environmental burden associated with energy and raw materials use and waste emissions throughout the life cycle of a product, process, or activity. This analysis may include both quantitative and qualitative measures of improvements, such as changes in product design, raw materials use, industrial processing, consumer use, and waste management.
Environmental benefits can be realized at each step in the LCA process. For example, the inventory alone may be used to identify opportunities for reducing emissions, or the use of energy and materials. The impact analysis
and improvement analysis tools meanwhile can help ensure optimization of potential reduction strategies and avoidance of unanticipated impacts in improvement programs.
Current Status of LCA
Most applications of LCA to date have focused on the best understood and most easily applied aspect of LCA— the life cycle inventory (depicted in Figure 7).
Inventories do not include evaluation of effects but can help simulate actions for doing so. The Toxics Release Inventory (TRI) created in response to the Emergency Planning and Community Right-to-Know Act of 1986 is a good example of how cataloging the volume of releases alone has provided incentives to reduce waste and to understand the relative effects of various chemical releases. Inventories, therefore, serve a useful function in raising awareness and effecting actions to reduce wastes. They can be used by companies internally to
-
Establish a comprehensive baseline of information on a system's overall resource requirements, energy consumption, and emission loadings for further analysis.
-
Identify points within the life cycle as a whole, or within a given process, where the greatest reduction in resource requirements and emissions might be achieved.
-
Compare the system inputs and outputs associated with alternative products, processes, or activities.
-
Help guide the development of new products, processes, or activities toward a net reduction of resource requirements and emissions.
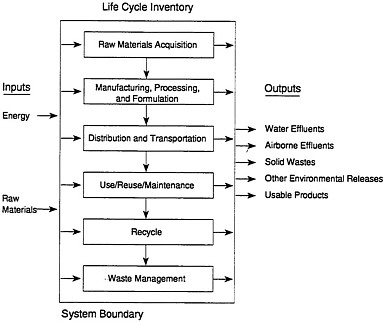
FIGURE 7 Life cycle inventory. SOURCE: Society of Environmental Toxicology and Chemistry, 1991. © SETAC Foundation, 1991.
Further analysis of potential environmental effects is needed to understand the significance of information provided by an inventory. Impact analysis, an important aspect of LCA, remains a complex proposition. For example, knowing only the quantity of particular pollutants released during manufacturing reveals little about their possible environmental effects. Yet this point may be important to selecting substitute materials or products when each may involve release of different pollutants with different effects. Knowledge transfer (or interpretation of data) on effects often depends on user priorities and concerns, as well as such factors as geographical locations and the boundaries of analysis over time and space. For instance, the significance of water used in product manufacture will vary depending on the availability of water in the area in question. Similarly, concern over the release of a toxic substance may vary depending on its toxicity, routes of release and exposure, concentration, and local habitat. There are also the questions of weighing the effects (i.e., establishing their relative ranking), determining how such weights may be applied, and interpreting what the number would mean once the weights are added up. Value judgments alone would make reaching consensus on weights very difficult.
The ultimate objective of life cycle information is to improve the quality of products, processes, and operations. This third component of the LCA model, improvement analysis, draws on the inventory and effects analysis. It is a systematic quantitative and qualitative evaluation of opportunities to improve efficiency and productivity, use raw materials frugally, substitute more abundant and environmentally preferable materials for those that are less so, find new uses for waste, and reuse or recycle products at the end of their lives.
Several parallels can be drawn between industrial ecology and LCA. Like industrial ecology, LCA is a holistic and powerful concept and takes a systems analytic approach. In seeking to incorporate upstream and downstream considerations, LCA can broaden the view of decision makers. Advantages of LCA are that the assessment
-
Lends substance, or analytic rigor, to concepts such as “product stewardship.”
-
Provides systematic, thorough evaluation of full product life cycles.
-
Draws clear boundaries around systems and between life cycle stages.
-
Pinpoints sources of major contributions: life cycle stage or unit process.
-
Facilitates comparative assessments.
-
Quantifies trade-offs.
Among the shortcomings of LCA are that it
-
Has the potential for paralysis by analysis, because there is a desire to include everything.
-
Creates the false impression that it includes everything.
-
Is data- and resource-intensive and is methodologically and analytically complex.
-
Takes a limited input/output (chemical engineering) approach.
-
Neglects qualitative or unquantifiable factors.
-
Uses inadequate “surrogates” for environmental impacts.
Despite its shortcomings, LCA could be used in two ways. Within a company, LCA can provide strategic information useful in efforts to reduce energy or material use and reduce environmental releases, as well as guide the development and evaluation of existing and new products. LCA can potentially be used in key design decisions to improve the quality of products. In the public arena, LCA can be used in education and public policy debate on environmental choices and strategies.
Integrating Environmental Factors in Design: Use of Computer and Communications Systems
MICHIYUKI UENOHARA
Bridging the information/knowledge gap is critical to understanding industrial ecology and to applying LCA or implementing Design for Environment (DFE) as part of concurrent engineering. The rapid merging of computer and communications (C&C) technology provides a potential means to bridge this gap. C&C technology itself may be viewed as environmentally beneficial as it substitutes information for energy and materials.
There are significant gaps in the information and knowledge needed to understand and simulate the highly complex, largely interdependent industrial systems and their interaction with economic, environmental, social, and political systems. The current application of C&C technology in manufacturing points to its potential use in understanding the larger context of industrial ecology.
New information technology tools such as computer-aided design (CAD), computer-aided manufacturing (CAM), and flexible manufacturing systems (FMS), have greatly improved the productivity of a wide range of manufacturing activities. Improvements have been reported in product designs, hardware production, monetary and security exchanges, and large chain store operations. Globally distributed semiconductor factories are networked with C&C systems. Information from production management information systems can be accessed at any time, and changes can be made for optimum operation.
The C&C structure is clean and consumes little energy; hence, its full use saves industrial energy and is environmentally beneficial. Combined with environmental data bases, it may be used to meet customer demands for environmentally preferable products.
Japan is exploring use of the C&C structure of flexible manufacturing systems to incorporate environmental considerations into manufacturing practice. Figure 8 shows C&C networks interconnecting various industrial locations. The networks link not only intracompany locations but also intercompany locations and customers. While salespeople negotiate product functions and designs with customers, information is relayed to appropriate design centers. These centers communicate with each other and return preliminary product design options to the salesperson. The customer can then make a choice based on cost, environmental preferability, and form, among other con-
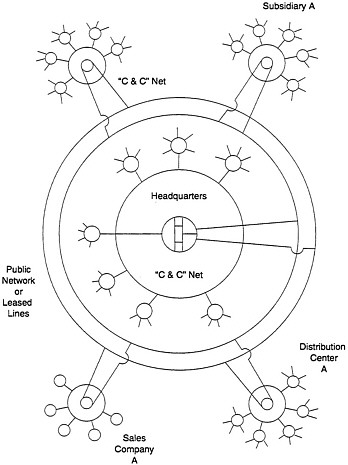
FIGURE 8 Computers and communication (C&C) networks interconnecting various industrial locations. SOURCE: Uenohara (1986).
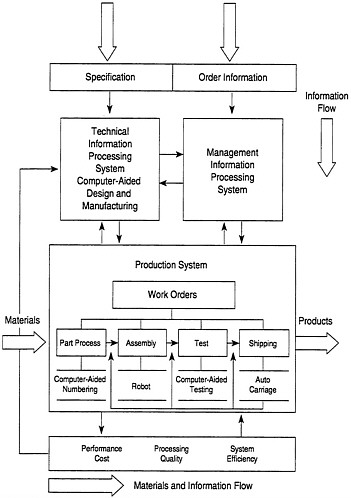
FIGURE 9 A flexible manufacturing system. SOURCE: Uenohara (1986).
siderations. The finalized design information is sent back to the design centers, which can then provide necessary information to manufacturing plants nearest the final customers and components and material orders to the nearest suppliers.
A flexible manufacturing system is shown in Figure 9. Order information and basic manufacturing information are received from a sales management center and from design centers. The information is further processed at the plant for optimal use of raw materials and for effective plant operations.
Material information for recycling is automatically coded on the products before shipping. The information is also sent to a regional recycling management center. Years later when customers dispose of the products, a local primary recycling center dismantles them based on the information available on a recycling management center's data base. Disassembled parts are automatically sorted and shipped to appropriate final recycling plants.
Design for Environment
BRADEN R. ALLENBY
Design for Environment helps integrate LCA considerations in flexible manufacturing systems. It is an approach to implementing environmental design programs within the existing concurrent engineering framework that many companies use in their product realization process. Concurrent, or simultaneous, engineering has been proposed as the future way of managing design and manufacture. Leading firms that adopted the concurrent engineering approach early on have claimed significant benefits in reducing product development time and product costs and in improving quality. This existing design program appears to be the best route for integrating environmental considerations in design.
Concurrent engineering is defined by Winner and coauthors (1988) as
a systematic approach to the integrated, concurrent design of products and their related processes, including manufacturing and support. This approach is intended to cause the developers, from the outset, to consider all elements of the product life cycle from conception, through disposal, including quality, cost, schedule and user requirement.
Concurrent engineering is, therefore, a forward-looking approach to ensuring that relevant downstream considerations are considered during product conception to avoid problems later on. In the same way, DFE is intended to ensure that the environmental impacts of the manufacture, use, and eventual disposal of the product are considered and addressed in the design stage. Initial areas of focus include designing waste out of the manufacturing process, avoiding the generation of manufacturing waste; managing obsolete, returned, or broken products; and designing recyclability and refurbishability into the product right from the start.
DFE decision making for product improvements is grounded in a life cycle approach. Figure 10 shows the relationship between the life cycle of a product and the design process. It illustrates the influence of each stage of the life cycle and associated environmental inputs and burdens.
DFE is a structured technical program based on guidelines and tools such as checklists and scoring systems. For instance, excessive environmental burdens that may be moderated are evaluated on a “need and design ” basis. The evaluation is done at each stage of the life cycle. It may include an iterative reevaluation of specifications at
each downstream stage of the design process. The evaluations used at each stage of the life cycle are based on the following hierarchy of actions:
-
Elimination
-
Reduction
-
Reuse
-
Recycling
-
Recovery
It must be emphasized, however, that this hierarchy provides only guidance and that specific manufacturing, product, or use and disposal issues may justify alternative approaches. In general, the elimination of a component is preferable to making it lighter, its design for reuse is preferable to design for recycling of its materials, and so on through the hierarchy. Throughout the design process, general rules for environmental performance are used, such as the following:
-
Does the design minimize environmental impact by the product?
-
Is it energy efficient?
-
Is the product life appropriate to its task and feature?
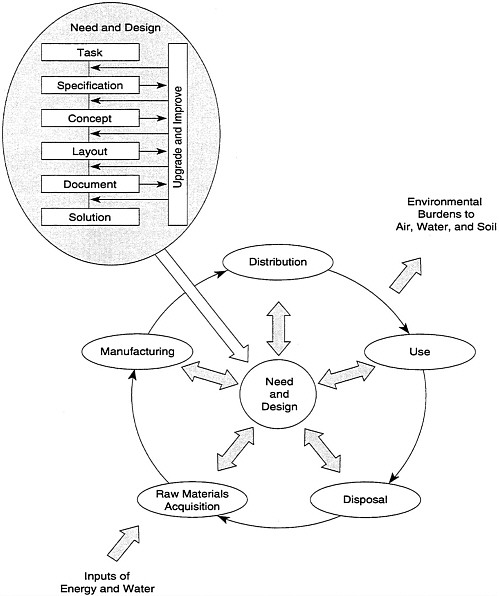
FIGURE 10 Design for Environment and its relationship to life cycle concepts. SOURCE: Husseini (1993). © Canadian Standards Association, 1993.
-
Are hazardous materials controlled in a closed loop?
-
Are wastes minimized throughout the life cycle?
-
Does it minimize the use of nonrenewable resources?
-
What happens at the end of its life? Are the constituent components and materials reusable, recyclable, or recoverable?
-
Does it help achieve sustainable development?
Products that exhibit environmentally sensitive designs include paints that eliminate the use of volatile organic solvents; electronic equipment housings made of a single polymer without using labels or captive metal fasteners, which allows for easier material recycling; and even an electronic answering service provided by a telephone company in place of a hardwired answering machine at the user's office.
It is better to evaluate the potential life cycle environmental impacts of a product during the initial phases of its design. The alternative is to correct those poor environmental design decisions after the design is complete. Thus, DFE promotes excellence in the total environmental performance of a product over the entire life cycle from its conception, through its manufacture, use, reuse, and ultimate retirement.
At present DFE is largely a qualitative rather than quantitative methodology because hard data on environmental impacts are often not available for many materials, chemicals, and processes. Initial attempts to implement DFE have emerged in the electronics industry and in several European companies. AT&T, for example, has developed an internal DFE module for its “Design for X”2 product design system and is developing systems for determining the environmental appropriateness of its products through a test case involving a “Green Telephone” (Sekutowski, 1994). In addition, the American Electronics Association's Design for Environment Task Force has produced a set of white papers on DFE.3
In Europe, Volvo in conjunction with the Federation of Swedish Industries and the Swedish Environmental Research Institute, has developed an EPS (Environmental Priority Strategies) system, which attempts to summarize the environmental impact of materials expressed in ELUs, or Environmental Load Units. Likewise, Siemens in Germany is developing an “Eco-balance” system, which is designed to inform design engineers and managers of correct material and process choices within given economic and competitiveness constraints.
As with LCA, DFE is not a quick fix but a profound change in the way industry approaches environmental issues. Because these efforts involve shifts in organizational culture, incorporating DFE will be a time-consuming and difficult process. It will require extensive education of the design community and profound cultural change throughout industry. DFE practices can be implemented by building on existing DFX design principles with the least difficulty and institutional resistance. This route provides a way for implementing DFE.
Western and Oriental Approaches to Understanding Systems
YUMI AKIMOTO
The presentation on LCA highlights the subtle differences between western and oriental approaches. The western approach focuses on individuals and elements. Analysis is sequential and is based on breaking things down to examine subsystem operations. In this approach the sum of the parts is used to indicate the degree to which a system is complicated. The whole body can be characterized by analyzing and compiling information about the parts. The analysis cannot, however, explain how the system as a whole works.
The oriental approach, by contrast, is a search for relationships within a system. It seeks inclusiveness and observation of the whole. This approach says that essential information about fundamental characteristics of the whole is lost when the whole is broken down into its elements. The connections between the elements may not be sequential or orderly. They may be multidimensional and have loops of great variety. The mutual relationships among the parts therefore may fluctuate with inherent nonlinear and nonuniform relationships. The most essential information about the complex system is found in the relationship among the elements rather than the elements themselves.
There is a need to recognize that industrial ecology is a complex system (such as weather and living things) and should not be viewed as merely a complicated system (such as a space station). For example, even if it were possible to gather meteorological information globally at one-mile intervals along lines of longitude and latitude, a month 's worth of weather could never be forecast accurately. This is because slight fluctuations in local meteorological conditions can radically alter the entire system. Indeed, a theory of nonlinear systems suggests that a needle dropped in London today could be a cause of a storm in New York a month later.
Toxicity of substances is similarly complex. According to Paracelsus 's principle that “poison is in the dose,” certain “toxic heavy elements” in low doses are simultaneously essential to living systems. Their absence can result in
severe metabolic disorders in animals, plants, and humans. The synergistic and antagonistic effects of toxins and their activating agents are highly complex. The chemical form of a substance and the presence of other “neutralizing” substances can dramatically affect toxicity. For example, naturally occurring high concentrations of cadmium in oysters, mercury in tuna, or arsenic in algae are not usually considered hazardous but could be, depending on the dose consumed. Furthermore, certain deficiency diseases in animals are healed by deliberately adding some “toxic heavy elements” to soils, feeds, or both.
In this connection, western societies seem to have an “allergy” to heavy metals and wish to ban some of them. The allergy may be attributed to analysis by dissection. LCA or DFE assessments might be “missing the forest for the trees” and have a bias toward the methods that quantify factors. Yet, there is a question of what the numbers mean. From a “Gaia” perspective, the unexpected lurks in factors that cannot be measured. Analysis of complex systems can seem thorough and neat. It is likely, however, that the analysis simplifies elements or eliminates critical elements. The essential nature of the system is then lost through simplification and omissions. Humanity must use the Earth's environmental capacity efficiently and also increase that capacity to coevolve with the biosphere.
DISCUSSION
Workshop participants noted several obvious environmental improvements of products, processes, services, and operations that can be made without detailed LCA analysis. Examples include using less material (the weight reduction in aluminum cans over time has meant that fewer resources are used to make the product and less waste is released to the environment), providing more efficient products (more energy-efficient lightbulbs, computers that power down when not in use), and eliminating unnecessary packaging without changing the product in the packages. These cases do not involve substituting alternative material or changes in processes. They do not change the type of resources used or waste released and therefore do not benefit from LCA. In these cases the inventory is useful in documenting the types and amounts of pollution prevented rather than determining whether the results are environmentally beneficial.
Workshop participants were skeptical that rigorous LCA analyses provide timely evaluations of the environmental preferability of products. Allenby noted that thus far LCA has been applied to discrete products of low design and relatively homogeneous material content, such as packaging, cups, and diapers. Even then, as the controversy over cloth versus disposable diapers demonstrates, LCA is not capable of providing definitive answers. Studies of fairly simple consumer items, such as reusable versus disposable diapers, have come to opposite conclusions, depending on the assumptions made. Decisions based on LCA alone are clouded by poor data, uncertainties, and conflicting social values inherent in the analysis. Eyring concurred that an exhaustive LCA analysis is applicable to a small and shrinking segment of products. A comprehensive LCA analysis of a complex article of high design, such as a television set or a videocassette recorder, would require data from numerous sources. In addition, various constituents would have to agree on the environmental impacts of myriad materials and several production operations. The analysis may reveal strategies to improve the environmental preferability of a product but is unlikely to be very helpful in distinguishing environmental preferability among the brand names or models of products.
NOTES
1. For a comprehensive introduction to the life cycle concept, see Society of Environmental Toxicology and Chemistry (1991).
2. See Gatenby and Foo (1991). For general discussion of modern design procedures and product realization processes, see National Research Council (1990).
3. This list of position papers includes (1) The Hows and Whys of Design for Environment: A Primer for Members of the American Electronics Association; (2) Design for Environment and Pollution Prevention; (3) Design for Disassembly: Recyclability; (4) Designing for Environmentally Sound Processing; (5) Design for Material Recyclability; (6) Design for Environment: Cultural and Organizational Issues; and (7) Design for Maintainability.
Gatenby, D. A. , and G. Foo . 1991 . Design for X: Key competitive, profitable markets . AT&T Technical Journal May/June 2–13 .
Graedel, T. E. , B. R. Allenby , and P. B. Linhart . 1993 . Implementing industrial ecology . IEEE Technology and Society 12(1) : 18–26 .
Husseini, A. 1993 . Design for Environment: Introduction . Draft March 17 . Toronto, Ontario : Canadian Standards Association .
National Research Council . 1990 . Improving Engineering Design: Designing for Competitive Advantage . Washington, D.C. : National Academy Press .
Sekutowski, J. 1994 . Greening the telephone . Pp. 171–177 in The Greening of Industrial Ecosystems . Washington, D.C. : National Academy Press .
Society of Environmental Toxicology and Chemistry . 1991 . A Technical Framework for Life-Cycle Assessments . Washington, D.C. : SETAC Foundation .
Winner, R. I. , J. P. Pennell , H. E. Bertrand , and M. M. Slusarczuk . 1988 . Role of Concurrent Engineering in Weapons Systems Acquisition . Report IDA-R-338 . Alexandria, Va. : Institute for Defense Analyses .









