
4
APPLICATION CRITERIA
Microwave processing is complex and multidisciplinary in nature and involves a wide range of electromagnetic equipment design and materials variables, many of which change significantly with temperature. A high degree of technical and other (e.g., economic) knowledge is required to determine how, when, and where to use microwaves most effectively, and when not to use them (F. J. Smith, 1988, 1991; Sutton, 1993).
Commercially successful applications of microwave processing take advantage of characteristics unique to microwaves. The purpose of this chapter is to discuss those features that make microwave processing attractive for particular applications and to define the key factors that influence process economics. The goal is to provide guidance as to when microwaves can be applied to advantage in materials processing and to avoid misapplication to materials not amenable to microwave processing.
UNIQUE PERFORMANCE CHARACTERISTICS
Microwaves possess several characteristics that provide unique features that are not available in the conventional processing of materials. Some of the key characteristics of microwaves' interactions with materials are
-
penetrating radiation;
-
controllable electric field distributions;
-
rapid heating;
-
selective heating (differential absorption) of materials; and
-
self-limiting reactions.
These characteristics, either singly or in combination, represent opportunities and benefits not available from conventional heating or processing methods. They also introduce problems and challenges to be met. Table 4-1 summarizes some of the features, as well as the benefits and challenges, that are associated with each of the key microwave characteristics.
TABLE 4-1 Some Key Characteristics and Features of Microwave Processing
|
Characteristic |
Feature |
Benefits (over conventional heating) |
Disadvantages |
|
1. Penetrating radiation, direct bulk heating |
• Materials heat internally • Reversed thermal gradients (ΔT) • Lower surface temperatures • Instantaneous power/temperature response • Low thermal mass • Applicator can be remote from power source |
• Potential to heat large sections uniformly • ΔT favors chemical vapor infiltration; matrix infiltration • Reduced skin effect on drying • Removal of binders & gases without cracking • Improved product quality and yields • Materials & composite synthesis • Automation, precise temp. control • Rapid response to power level; pulsed power • Heat in clean environment • Materials synthesis • See differential coupling |
• M/W transparent materials difficult to heat • Hot spots, cracking • Large ΔT in low thermal conductivity materials, and nonuniform heating • Controlling internal temperature • Arcing, plasmas • Require new equipment designs special reaction vessels |
|
2. Field distributions can be controlled |
• High energy concentration • Optimize power level versus time • mm-waves can be focused or defocused, rastered as desired |
• Precise heating of selected regions (brazing, welding, plasma generation, fiber drawing) • Process automation, flexibility, energy saving • Synthesis of materials, composites, powders, coatings |
• Equipment more costly and complex • Requires specialized equipment |
|
3. Dielectric losses accelerate rapidly above Tcnt |
• Very rapid heating |
• Rapid processing (2-1000x factor) • Heat materials > 2000 ºC • Capable to heat M/W transparent materials > Tcnt |
• Hot spots, arcing • Nonuniform temperature • Control of thermal runaway |
|
4. Differential coupling of materials |
• Selective heating of internal or surface phases, additives or constituents |
• Heating of M/W transparent, materials via additives, fugitive phases, etc. • Hybrid heating (active containers) • Materials synthesis • Selective zone heating (joining, brazing, sealing) • Controlled chemical reactions, oxidation, reduction; use of M/W transparent containers • Drying, curing, annealing; matrix infiltration |
• Reactions with unwanted impurities • Contamination with insulation or other phases |
|
5. Self-limiting |
• Selective heating ceases (self regulating) after certain processes have been completed |
• Below critical temperature, drying & curing are self-regulating • Completion of certain phase changes is self-regulating |
• Undesired decoupling during heating in certain products • Difficult to maintain temp. |
Penetrating Radiation
Microwaves can penetrate up to many meters in electrically insulating materials, such as ceramics, polymers, and certain composite materials. As discussed in Chapter 2, the depth of penetration depends on several factors, including the wavelength of the radiation and the dielectric (and magnetic) properties of the material. During the time that a material is exposed to penetrating microwave radiation, some of the energy is irreversibly lost (absorbed), which in turn generates heat within the volume (or bulk) of the material. This bulk heating raises the temperature of the materials such that the interior portions become hotter than the surface, because the surface loses heat to the cooler surroundings. This is the reverse of conventional heating, where heat from an external source is supplied to the exterior surface and diffuses toward the cooler interior regions. Thus, the reverse thermal gradients in microwave heating provide several unique benefits (Table 4-1), which include rapid volumetric heating without overheating the surface, especially in materials with low thermal conductivity; reduced surface degradation during the drying of wet materials; and removal of binders or gases from the interior of porous materials without cracking, or conversely, penetration of reactive gases (during chemical vapor infiltration) or fluids into the hotter interior portions of porous materials and preforms, then condensation into solid matter prior to the filling of voids or pores at the outer regions. These processes are discussed in more detail in Chapter 5.
Since heating is instantaneous with power input, the temperature of a material can be precisely controlled by controlling the power input. However, this is not a simple or straightforward situation, since the internal generation and surface dissipation of heat depends on many factors, which also have to be taken into account during the full heating and cooling schedule. Consequently, a detailed understanding of the microwave/material interactions, and the ability to numerically simulate, model, and predict the heating patterns for a specific material in a given microwave applicator, will play an increasingly important role in developing practical and effective controls over the various parameters for precise heating.
Since microwaves can be transmitted through air, various gases, or vacuum for long distances without significant loss in electric field strength, the power source can be remote from the applicator and sample. This makes it possible to heat in a very clean or controlled environment.
With these benefits, new problems have been encountered, such as the difficulty of trying to heat microwave-transparent materials from room temperature without generating hot spots, cracking, and arcing. At higher temperatures, the dielectric losses (and microwave absorption) of many of the materials accelerate rapidly with increasing temperature, which exacerbates nonuniform heating, warpage, and rupture problems. Many of these problems have been solved on a laboratory scale (Sutton, 1992), but much remains to be done in scaling up to an industrial process in terms of the quality, size, and dimensional complexity of the product.
Field Distribution
In a single-mode applicator (Chapter 3), the electric field distributions can be focused and controlled to provide very high field strengths. This provides a means (with proper tuning) to
heat low-loss materials at low temperatures (Tian, 1991); to heat materials of irregular shape; to heat selected regions between two materials to promote welding, brazing, or bonding (Palaith et al., 1988); or to generate plasmas for microwave-assisted sintering or chemical vapor deposition (Johnson, 1992; Hollinger et al., 1993). While the single-mode processing systems allow for precise and localized heating, they are much more costly than the multimode systems and at present are not set up for large-volume processing (other than plasma applications).
At very high microwave frequencies (i.e., above 30 GHz), the wavelengths are sufficiently short that they can be beamed, focused, and rastered with metallic mirrors over desired locations on a given sample (Skylarevich and Decker, 1991). The microwave beams are far more penetrating to some classes of materials than those of lasers or electrons, so the depth of processing can be greatly increased.
Rapid Heating
For many materials, dielectric losses above a critical temperature accelerate with increasing temperature, allowing very rapid (bulk) heating that can result in very significant reductions in processing time. As discussed in Chapter 2, this rapid increase in dielectric loss can lead to uneven heating and thermal runaway. If thermal runaway is controlled using hybrid heating or insulation, this phenomenon can allow the processing of low-loss ceramic materials, where both rapid heating and very high processing temperatures are desired. The problems and possibilities associated with microwave processing of ceramics are discussed in more detail in Chapter 5.
Selective Heating
The range of dielectric responses of different materials and their ability to couple with (absorb) microwaves is one of the most widely used features of microwave processing. For example, water is a strong, broad frequency-band absorber of microwaves. This characteristic is widely used in selective heating for processing and heating food and in drying or dehydrating a wide range of wood products, chemicals, and many other materials. The processing of rubber (Krieger, 1992), asphalt (R. D. Smith, 1991), and many composite materials (Springer, 1992) is dependent on the selective or widely differential heating of at least one of the constituents. Hybrid microwave heating is another example of where selective heating has been used to significant advantage (Sutton, 1992). Examples are discussed in more detail in Chapter 5.
Self-Limiting
In several cases, microwave heating will cease once the source of differential absorption, such as water, has been removed or has been altered during a phase change in the material during processing. Self-limiting absorption can also occur when two materials with different coupling characteristics, such as SiC and ZrO2, are simultaneously irradiated with microwaves.
At room temperature, ZrO2 is a relatively poor microwave coupler, while SiC couples strongly. At temperatures below 300—500 ºC, the SiC absorbs most of the microwave energy and is rapidly heated, which in turn heats the ZrO2. However, above a critical temperature (approximately 500 ºC), the dielectric loss factor of ZrO2 rapidly increases with rising temperature and exceeds that of the SiC, so that the ZrO2 absorbs increasing amounts of the microwave energy. As a consequence, the further heating of the SiC is greatly diminished (Sutton, 1992). This principle is used in hybrid heating, where susceptors are used initially to hybrid-heat low-loss materials from room temperature (Janney et al., 1991a).
ECONOMICS OF MICROWAVE PROCESSING
The usefulness of microwave energy in processing materials and the effects on material properties and yields are discussed in Chapter 5 of this report. Commercialization of the technology will be based not only on the areas of use and the properties of the materials produced but also on its economics. The need to develop ways of economically processing useful materials makes investigation of new processes valuable but means that the cost of such processes must be considered at the same time as the technical aspects.
This section of the report addresses the central question: ''What are the key considerations in determining the costs associated with microwave processing of materials, and how do these costs compare with the costs of conventional processing?'' An additional question that the overall report seeks to answer is: "When is microwave processing most useful or appropriate?" Answering this question requires that the process economics be addressed.
The economic feasibility is a function of local variations in energy costs, environmental laws, and labor costs balanced with the properties of finished materials or parts, improvements in yield or productivity, and the markets for the products. This report therefore seeks only to discuss the various cost aspects, provide guidelines for what must be considered, provide costs or savings as appropriate or available, and give examples as available. A definitive accounting of the costs cannot be given, because industrial microwave technology is still in its infancy, the range of application is broad, and the costs—benefit ratio will always be product specific.
It should be noted that microwave processing is unlikely to be economically competitive with processing using natural gas in the foreseeable future because of the difference in costs between natural gas (approximately $6.50 per MBTU) and electric power (approximately $17.50 per MBTU). The values cited are typical energy costs for industrial applications (Busch, 1994). Actual energy costs vary regionally.
The intrinsic performance characteristics of microwave heating have been discussed earlier in this chapter. Krieger (1989) has suggested characteristics of processes that may potentially make them attractive for microwave processing.
-
The size or thickness of the material should be large.
-
The cost of the material should be high.
-
Improvements in properties obtainable from microwave processing are significant.
-
Plant space is limited.
-
Electricity is cheap.
-
Minimizing handling is advantageous.
Other characteristics may include:
-
heat from the combustion of coal, oil, or natural gas are not practical (ie., electricity is the only power source).
-
maintaining a very clean, controlled processing environment is important.
The cost issues examined in this section include:
-
cost of capital equipment, including comparison with conventional equipment;
-
operating costs (energy, replacement, maintenance);
-
energy required per part (energy efficiency) and cost of energy;
-
deletions and addition of steps from conventional processing schemes;
-
savings in time and space and changes in yield over conventional processing.
Cost of Capital Equipment
As discussed in Chapter 3, the equipment used for industrial microwave processing is generally custom designed and optimized based on specific application needs. The cost of microwave equipment depends on size, power rating, frequency, applicator design, gas control system, peripherals, manufacturer, and the size of the market for that particular equipment. Because of these dependencies, capital costs vary widely depending on the applications. Typical cost ranges are given in Table 4-2 (Sheppard, 1988). Due to the differences in the configuration and processing approach between microwave and conventional systems, it is very difficult to perform a general comparison of capital costs in a meaningful way. However, microwave processing equipment is almost always more expensive than conventional systems.
TABLE 4-2 Capital Cost of Industrial Microwave Equipment
|
Component |
Typical Cost |
|
Complete System |
$1,000—5,000/kW |
|
Generator |
< 50% of system cost |
|
Applicator |
> 50% of system cost |
|
Power Transmission |
($1,000—3,000), < 5% of system cost |
|
Instrumentation |
($1,000—3,000), < 5% of system cost |
|
External Materials Handling |
($1,000—3,000), < 5% of system cost |
|
Installation and Start Up |
5—15 % of system cost |
|
Source: Sheppard, 1988. |
|
Other data on microwave generator costs are given in Chapter 2 (Table 2-1).
Operating Costs
Operating costs include the cost of energy, both absolute and the real cost per part based on the coupling efficiency and the size and number of parts, and the cost of maintenance, repair, and replacement. Table 4-3 gives some estimates of these costs.
TABLE 4-3 Operating Costs of Microwave Equipment
|
Component |
Typical Cost |
|
Magnetron Replacement |
1—12 ¢/kW.h |
|
Electric Energy |
5—12 ¢/kW.h |
|
Plug-to-Product Efficiency |
|
|
915 MHz |
70—75% |
|
2,450 MHz |
50—65% |
|
Routine Maintenance |
5—10% |
|
Source: Sheppard, 1988. |
|
Energy Efficiency
In analyzing energy costs for microwave processing, it is important to consider how energy is used in such operations. The theory of microwave generation and materials interactions are discussed in Chapter 2 of this report. A simplistic view is presented here only for illustration. Input or forward power is that generated by the magnetron. However, the power absorbed by the component depends on the coupling characteristics of the component, the number and arrangement of components in the cavity, and the cavity design. A certain amount of power is reflected. The absorbed energy is the difference between the input and the reflected power. It is clear, therefore, that improvements in coupling efficiency of the load material and the arrangement of insulation and components have significant effects on the energy efficiency. In typical commercial applications microwave processes have overall efficiencies of 50 to 70 percent (Metaxas and Meredith, 1983).
Energy savings arising from the use of microwave energy should be considered on the basis of the energy cost for the entire process. As discussed elsewhere in this report, hybrid systems that combine conventional and microwave heating are beneficial for many applications. Drying, for example, is best approached by first removing the bulk of the water by conventional means and then removing the remainder rapidly using microwave heating.
The Canadian Ministry of Energy estimated potential energy savings in ceramics manufacturing using microwave energy, as shown in Table 4-4 (Sheppard, 1988). This table should be viewed with caution; the data are from before 1988, are based on growth in the industry and the entry of new companies, and are valid only for Ontario, Canada (i.e., include the efficiency of hydro-electric generation). However, the table is useful for the qualitative comparison of the amounts of energy required for different ceramic processes.
TABLE 4-4 Comparison of Energy Usage—Conventional versus Microwave Processing of Ceramics Energy usage (x106 kW.h/yr)
|
Product |
Conventional Drying |
Microwave Drying |
Conventional Firing |
Microwave Firing |
Total Energy Savings |
|
Brick and tile |
56.10 |
28.05 |
198.90 |
19.90 |
207.06 |
|
Electrical Porcelain |
3.52 |
1.76 |
12.48 |
1.25 |
12.99 |
|
Glazes |
16.63 |
8.30 |
58.97 |
5.89 |
61.37 |
|
Pottery |
1.96 |
0.98 |
6.94 |
0.69 |
7.23 |
|
Refractories |
10.87 |
5.40 |
38.53 |
3.85 |
40.08 |
|
Sanitary Ware |
25.04 |
12.52 |
88.76 |
8.88 |
92.40 |
|
Advanced Ceramics |
1.30 |
0.65 |
4.60 |
0.46 |
4.79 |
|
Total |
115.42 |
57.66 |
409.18 |
40.92 |
425.92 |
|
Source: Sheppard, 1988. |
|||||
According to these estimates, the use of microwave drying and firing could save as much as 80 percent of the energy used in conventional processes. This figure correlates reasonably well with calculation of energy savings made in a study of sintering of alumina (Patterson, et al., 1991). The authors estimated an energy savings in excess of 90 percent when 100 components of alumina were sintered at one time.
The effects of scale-up on energy consumption for sintering of alumina are illustrated in Table 4-5 and Figure 4-1.
TABLE 4-5 Effect of Scale-up on Energy Requirements in Microwave Sintering of Alumina
|
Number of Components Sintered (10 g each) |
Average Power (W) |
Time (min) |
Net energy (kJ) |
Energy per component (kJ) |
|
1 |
600 |
60 |
787 |
787 |
|
3 |
640 |
60 |
1919 |
640 |
|
5 |
560 |
60 |
1350 |
270 |
|
40 |
700 |
150 |
5400 |
135 |
|
Source: Patterson et al., 1991. |
||||
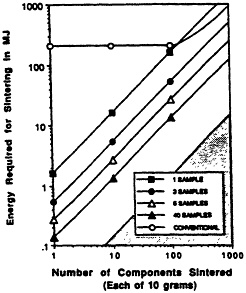
FIGURE 4-1 Energy required to sinter alumina (A16) as a function of load size (Patterson et al., 1991).
The data in Table 4-5 are for the net power, which is the input minus the reflected power, and thus may understate the amount of energy used. However, the data are useful for comparison purposes. For example, the results of this study can be compared with similar experiments at Los Alamos National Laboratory (Katz and Blake, 1991). Patterson found that the energy required to sinter a kilogram of alumina was 3.8 kW·h (in a load of 400 g). Katz found that 4.8 kW·h was needed to sinter a kilogram of alumina (250 g load). Some data on reported energy savings for microwave processing of various materials are listed in Table 4-6.
TABLE 4-6 Energy Savings Reported in Processing of Various Ceramics
|
Material |
Process |
Energy Saving Compared with Conventional Process |
Performing Organization |
Source |
|
Alumina |
Sintering |
90 % |
Alcan |
Patterson et al., 1991 |
|
Ceramics |
Drying |
50 % |
Canadian Ministry of Energy |
Sheppard, 1988 |
|
Ceramics |
Firing |
90 % |
Canadian Ministry of Energy |
Sheppard, 1988 |
|
Steel Ladle Refractories |
Drying |
80 % |
Nippon Steel |
Sutton, 1992 |
|
Boron Carbide |
Sintering |
18% |
Los Alamos |
Katz et al., 1988 |
|
PZT |
Sintering |
95 % |
Honeywell Ceramic Center |
Sheppard, 1988 |
|
High Alumina Castables |
Drying |
20—30% |
Special Metals Corp. |
Sheppard, 1988 |
Savings from Processing Changes
Although the energy savings quoted in the previous section appear to be substantial, it should be remembered that energy costs are only a small part of the total cost of an advanced ceramic component. The greatest potential for microwave processing is in increased productivity
and a consequent decrease in labor, rejection, and space costs. If improvements in properties over conventionally processed materials are realized, the premium in price obtainable for such improvements should not be forgotten.
There have been a number of reports of savings in time and improvements in productivity obtained by microwave processing (Krieger, 1989; Sheppard, 1988; Katz et al., 1988; Rains, 1988; Simonian, 1979). These are summarized in Table 4-7.
Additional savings often quoted are reductions in plant space, amount of equipment, and inventory, as well as savings in labor. The savings examples cited in Table 4-7 are for specific processes, and any estimate must be made based on a particular process.
TABLE 4-7 Time-Savings/Productivity Improvements
|
Material |
Process |
Time savings |
Productivity Improvement |
Performing Organization |
Source |
|
High Alumina Castables |
Drying |
50% |
increased yield/improved properties |
Special Metals Corp |
Sheppard, 1988 |
|
Whiteware |
Slip Casting |
66% (60 min to 20 min) |
immediate mold recycling |
MBM ceramics |
Sheppard, 1988 |
|
Whiteware |
Drying |
24 h to 8 min |
|
MBM ceramics |
Sheppard, 1988 |
|
Whiteware |
Overall Process |
70% (7 days to 2 days) |
6.25 pieces/day/worker to 27 pieces/day/worker |
MBM ceramics |
Sheppard, 1988 |
|
Ceramics |
Drying (hybrid) |
97 % |
|
Industrial Ceramics, Ltd |
Sheppard, 1988 |
|
Boron Carbide |
Sintering |
> 90 % |
|
Los Alamos |
Katz et al., 1988 |
|
Structural Adhesives |
Curing |
66% |
66% cost reduction |
Mobay |
Rains, 1988 |
|
Varnish |
Curing |
<70% |
|
Schenectady Chemicals |
Simonian, 1979 |
Summary
The economic benefits of microwave processing are difficult to define in a general way. The decision to use microwave processing for any application has to be based on an analysis of the specific process. Important factors include the location of the processing facility; the product requirements; possible property improvements; alternative sources of energy; availability of capital; and the balance between energy costs, labor costs, capital costs, and the value added to the product.
The use of microwave processing is inhibited by the high capital costs of microwave systems and the inherent inefficiency of electric power. In most successful industrial uses of microwaves, factors other than energy account for savings realized from microwave processing; improvements in productivity and material properties, and savings in time, space, and capital equipment, are probably the best bases for selecting microwaves over conventional processes. In many applications, hybrid systems provide more savings than either microwave or conventional systems on their own.












