
2
Specifications for High-Purity Chromium Metal
This chapter focuses on the need for high-purity chromium metal for aircraft gas-turbine engines. Aircraft gas-turbine engines are used to power military, commercial, and private airplanes and helicopters. Additional applications include ship propulsion, natural gas transmission, and electrical power generation. Aircraft engines are well known for their rapid evolution while maintaining a high degree of reliability. This reliability was achieved through careful design, attention to service problems, and detailed specification of alloy chemistry and metal processing for optimal microstructure and mechanical properties. This chapter describes the operation of an aircraft engine, the chromium-metal-containing alloys used in engines, the reasons for the need for high-purity chromium metal, and the future demand for high-purity chromium metal based on estimates from the aerospace industry.
AIRCRAFT ENGINE OPERATION
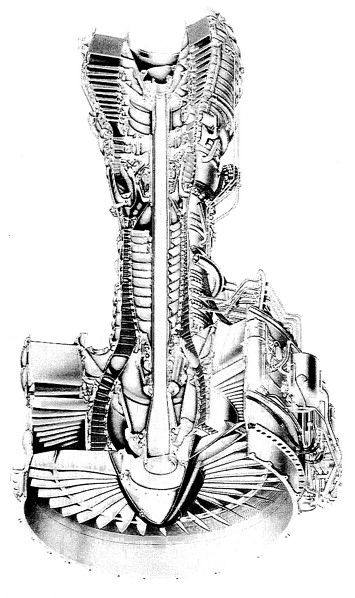
The operation of an aircraft gas-turbine engine consists of compressing air, mixing it with fuel, combusting the mixture, and extracting the power from the rapidly expanding gases. To accomplish this task, a gas turbine consists of a fan, low-pressure compressor, high-pressure compressor, combustor, high-pressure turbine, and low-pressure turbine (Figure 2-1). The compressors and turbines consist of several stages, each of which is composed of alternating stators and rotating blades attached to disks (or drum rotors). The disks are attached to one of two or three concentric shafts, which are supported on bearing structures. Additional components of a gas-turbine engine are thrust reversers, afterburners, fan shrouds, seals, cases (including containment structures), pumps, hydraulic tubing, sensors, and controls.
The operating environment of an engine is extremely demanding on the materials used. Metal temperatures within an engine can reach as high as 1200 °C. Materials at these temperatures are subject to rapid oxidation and creep. Parts are also subject to high centrifugal stresses, high pressures (up to 4 megapascals), and high torque. Furthermore, parts are subject to fatigue due
to localized stresses at the attachment of blades to disks and the cyclic stresses associated with repeated takeoffs and landings. A general description of parts, exposure temperatures, specified materials, and limiting properties of an aircraft engine is given in Table 2-1.
AIRCRAFT ENGINE MATERIALS
The alloys used in engines are referred to as superalloys because of their superior combination of low- and high-temperature mechanical properties and environmental stability. An aircraft engine typically consists of titanium-alloy fans, drum rotors, and compressors, nickel-base-superalloy turbines and burners, and specialty-steel shafts and bearings. In some cases, specialty steels are also used for the final compressor stages, cobalt-base superalloys are used for the first-stage turbine vanes, and cobalt- or iron-base alloys are sometimes used for the last few stages in the low-pressure turbine.
Many of the iron, cobalt, and nickel alloys contain high levels of chromium metal (Table 2-2). The superalloys obtain their strength from carbides or intermetallic precipitates based on nickel and aluminum (or titanium). Some solid-solution strengthening is obtained from refractory metals, such as molybdenum, tungsten, niobium, tantalum, or rhenium. Chromium metal can play a role in limiting the coarsening rate of the intermetallic (and usually the
TABLE 2-1 Parts, Maximum Exposure Temperatures, Specified Materials, and Limiting Properties of an Aircraft Engine
|
Part |
Temp. (°C) |
Material |
Limiting Property |
|
Fan/Drum Rotor |
50 |
Ti or Al |
Foreign object damage, low-cycle fatigue |
|
Compressor Blade |
600 |
Ti or Ni |
High-frequency fatigue |
|
Combustor |
1100 |
Ni or Co |
Melting, oxidation |
|
Outer Air Seal |
1250 |
ZrO2 |
Melting, erosion |
|
Turbine Vane |
1200 |
Co or Ni |
Melting, oxidation |
|
Turbine Blade |
1100 |
Ni |
Creep, thermal mechanical fatigue, low-cycle fatigue, high-frequency fatigue, oxidation, hot corrosion |
|
Turbine Disc |
600 |
Ni |
Low-cycle fatigue |
|
Shaft |
250 |
Fe |
Stiffness |
|
Bearings |
250 |
Fe |
Wear resistance |
|
Case |
600 |
Ni |
Toughness, thermal mechanical fatigue |
coherent) precipitates. Chromium also form, Cr23C6, which strengthens grain boundaries. Thus a major portion of the gross engine weight consists of alloys containing chromium.
The required oxidation resistance of the cobalt- and nickel-base alloys is also obtained through either the development of alumina or chromia scales on the alloy or the application of a coating on the alloy (NRC, 1995). Chromium metal plays a critical role in the formation of these protective scales. Even if alumina is the final scale, chromium metal minimizes transient oxidation (NiO or spinels) and promotes the early formation of alumina. In addition, chromium metal provides hot-corrosion resistance to attack by such impurities as salts in the air and sulfates in the fuel. There are possible substitutes for many elements (e.g., tantalum for molybdenum, tungsten for rhenium) but not for chromium metal.
TABLE 2-2 Some Major Gas-Turbine Alloys with Significant Chromium-Metal Content
|
Alloy |
Weight percent chromium |
|
WI-52® |
21.0 |
|
IN-100® |
9.5 |
|
IN-718® |
19.0 |
|
Hastelloy-X® |
22.0 |
|
Mar-M 200® |
9.0 |
|
Mar-M 247® |
8.4 |
|
Udimet-700® |
15.0 |
|
Stainless Steels |
17-25 |
|
Waspaloy® |
20.0 |
|
B-1900® |
8.0 |
NEED FOR PURITY
There are three reasons why high purity levels are needed for the chromium metal used in aircraft gas-turbine engines. First, these alloys are normally vacuum-melted, and the final form is either a cast or wrought product. The success of a forging (or other aggressive forming) operation requires the avoidance of hot cracking or incipient melting, which is dependent on the quality of the starting materials, especially the iron, oxygen, and silicon contents. The components with the most demanding combinations of temperature and stress are the single-crystal superalloys, which are used for high-pressure turbine blades and vanes. These materials are dependent on very low impurity levels in order to avoid incipient melting, fatigue crack initiation at oxides, and oxide spallation in the cyclic temperature environment of engine operation.
Second, inclusions are one of the limiting microstructural features for ductility, fatigue life, or creep-rupture. There are high- and low-density inclusions (based on radiographic appearance), but a particularly insidious type is dross (i.e., large stringers of oxide; see Figure 2-2). These stringers can be
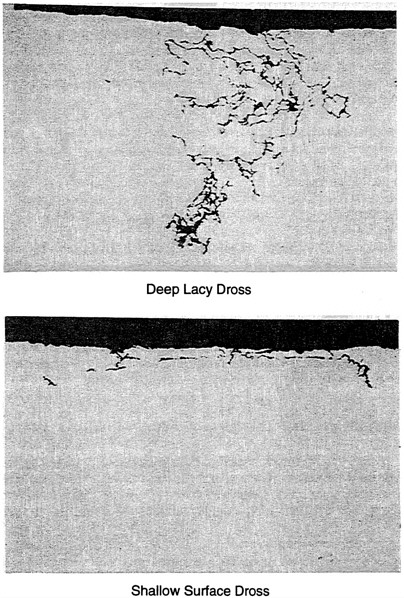
as large as 0.5 mm, have aspect ratios much larger than one, and act as crack initiators. These inclusions are formed by a combination of reactive elements (e.g., aluminum, zirconium, and hafnium) with impurities (e.g., oxygen, nitrogen, and sulfur). Many of these parts are found and rejected during inspection, but this process is imperfect, especially in thicker sections or complex shapes. Impure chromium metal can be a major source of such particles and stringers.
Third, other impurities (e.g., lead, selenium, bismuth, and silver) have caused major component failures and recalls due to a loss of strength or ductility at grain boundaries. An example of intergranular cracking due to lead is shown in Figure 2-3. Many of these effects occur at extremely low levels of impurity. Based on the aerospace industry's experience with such problems, chemical compositions have been specified for the metals to be used in superalloys to prevent recurrence of this failure type. Some examples of such compositions are given in Table 2-3.
To control the purity at the alloy level and attain the compositions specified in Table 2-3, the primary metal manufacturer and the alloy producer must control the quality of the incoming material (as well as crucibles and furnace atmosphere). The original equipment manufacturers and the primary-alloy producers have determined stringent specifications for each major additive, with the minimum and maximum values allowed for each intentional alloying element and a maximum for each (known) undesirable impurity. An example of a specification for chromium metal is given in Table 2-4. Of particular concern are the levels of oxygen, nitrogen, sulfur, iron, and silicon.
FUTURE DEMAND FOR HIGH-PURITY CHROMIUM METAL
Estimating the future demand for chromium metal in aircraft engines is difficult for three reasons. First, several thousand aircraft engines are made or refurbished each year, most weighing between 1.8 and 6.4 metric tons. Second, the alloys used consistently contain approximately 60 percent revert.1 Third, there are a multitude of yield considerations, including the losses associated with primary melting, secondary melting operations, casting gating, oversized forging shapes, and yield losses following inspection of parts.
|
1 |
Revert is recycled scrap that originates from many sources. Melters recycle gates, risers, turnings, and crop ends. Aircraft engine builders and their subcontractors generate significant quantities of scrap, such as forge ends, turnings, and parts. This material is then processed through a network of specialized scrap dealers. Very few parts are retired and then offered for conversion, however. Airlines frequently refurbish parts or save them for possible rejuvenation. Aircraft engine builders do not recycle used parts because the material tends to be contaminated with impurities (e.g., oxides, salts, or sand) and traceability would be very complicated. |
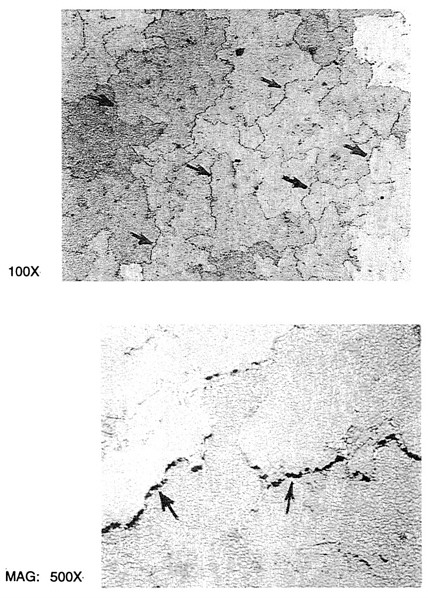
TABLE 2-3 Nominal Compositions of Nickel-Base Heat-Resistant Casting Alloys (percent by weight)
|
Alloy |
C |
Ni |
Cr |
Co |
Mo |
Fe |
Al |
B |
Ti |
W |
Zr |
Others |
|
B-1900® |
.1 |
64 |
8 |
10 |
6 |
— |
6 |
.015 |
1 |
— |
.10 |
4Taa |
|
Hastelloy X® |
.1 |
50 |
21 |
1 |
9 |
18 |
— |
— |
— |
1 |
— |
— |
|
IN-100® |
.18 |
60.5 |
10 |
15 |
3 |
— |
5.5 |
.01 |
5 |
— |
.06 |
1V |
|
IN-736X® |
.17 |
61.5 |
16 |
8.5 |
.75 |
— |
3.4 |
.01 |
3.4 |
2.6 |
.1 |
1.75Ta; .9Nb |
|
IN-792® |
.2 |
80 |
13 |
9 |
2.0 |
— |
3.2 |
.02 |
4.2 |
4 |
.1 |
4Ta |
|
Inconel 713C® |
.12 |
74 |
12.5 |
— |
4.2 |
— |
6 |
.012 |
.8 |
— |
.1 |
2Nb |
|
Inconel 713LC® |
.05 |
75 |
12 |
— |
4.5 |
— |
6 |
.01 |
.6 |
— |
.1 |
2Nb |
|
Inconel 718® |
.04 |
53 |
19 |
— |
3 |
18 |
.5 |
— |
.9 |
— |
— |
.1Cu; 5Nb |
|
Inconel X-750® |
.04 |
73 |
15 |
— |
— |
7 |
.7 |
— |
2.5 |
— |
— |
.25Cu; .9Nb |
|
M-252® |
.15 |
56 |
20 |
10 |
10 |
— |
1 |
.005 |
2.6 |
— |
— |
— |
|
MAR-M 200® |
.15 |
59 |
9 |
10 |
— |
1 |
5 |
.015 |
2 |
12.5 |
.05 |
1Nbb |
|
MAR-M 246® |
.15 |
60 |
9 |
10 |
2.5 |
— |
5.5 |
.015 |
1.5 |
10 |
.05 |
1.6Ta |
|
MAR-M 247® |
.15 |
59 |
8.25 |
10 |
.7 |
.5 |
5.5 |
.015 |
1 |
10 |
.05 |
1.5Hf; 3Ta |
|
NX 188(DS)® |
.04 |
74 |
— |
— |
18 |
— |
8 |
— |
— |
— |
— |
— |
|
René 77® |
.07 |
58 |
15 |
15 |
4.2 |
— |
4.3 |
.015 |
3.3 |
— |
.04 |
— |
|
René 80® |
.17 |
60 |
14 |
9.5 |
4 |
— |
3 |
.015 |
5 |
4 |
.03 |
— |
|
René 100® |
.18 |
61 |
9.5 |
15 |
3 |
— |
5.5 |
.015 |
4.2 |
— |
.06 |
1V |
|
Udimet 500® |
.1 |
53 |
18 |
17 |
4 |
2 |
3 |
— |
3 |
— |
— |
— |
|
Udimet 700® |
.1 |
53.5 |
15 |
18.5 |
5.25 |
— |
4.25 |
.03 |
3.5 |
— |
— |
— |
|
Udimet® |
.13 |
55 |
18 |
15 |
3 |
— |
2.5 |
— |
5 |
1.5 |
.08 |
— |
|
Waspaloy® |
.07 |
57.5 |
19.5 |
13.5 |
4.2 |
1 |
1.2 |
.005 |
3 |
— |
.09 |
— |
|
WAZ-20(DS)® |
.20 |
72 |
— |
— |
— |
— |
6.5 |
— |
— |
20 |
1.5 |
— |
|
NOTES: Nominal weight percent of alloying additions. Actual specifications would contain ranges (e.g., 9-11 percent chromium). Trace or tramp elements may be specified with tight upper limits (e.g., < 3 parts per million lead). a B-1900 + Hf also contains 1.5% Hf b MAR-M200 + Hf also contains 1.5% Hf |
||||||||||||
TABLE 2-4 Example of Typical Specification for Chromium Metal
|
Element |
Maximum Percent |
|
Chromiuma |
|
|
Carbon |
0.05 |
|
Manganese |
0.03 |
|
Silicon |
0.10 |
|
Phosphorus |
0.005 |
|
Sulfur |
0.010 |
|
Copper |
0.01 |
|
Iron |
0.35 |
|
Columbium |
0.05 |
|
Tungsten |
0.05 |
|
Zirconium |
0.005 |
|
Boron |
0.003 |
|
Hafnium |
0.005 |
|
Lead |
10.0b |
|
Bismuth |
0.5b |
|
Selenium |
1.0b |
|
Tellurium |
0.5b |
|
Thallium |
1.0b |
|
Oxygen |
0.05 |
|
Nitrogen |
0.01 |
aChromium is specified at a minimum of 99.4 percent by weight.
bConcentrations are in parts per million. All other concentrations are by weight.
Source: Pratt & Whitney.
The aircraft engine business has been in modest decline for several years; however, this trend has ceased and is expected to reverse over the next few years. In addition, the need for heat-resisting alloys for large land-based gas turbines may increase substantially over the next decade. It appears that the hot section of these new machines will also require vacuum-grade superalloys.
The type of chromium metal used for aircraft gas-turbine engines was traditionally electrolytically produced. More recently, double-degassed, aluminothermically produced chromium metal has made significant inroads into aircraft engine applications. However, the precedent that electrolytic chromium metal must be used continues to be followed for some critical uses (e.g., rotor-grade materials), which account for approximately 10-15 percent (roughly 125 metric tons) of the aerospace-grade chromium metal domestically consumed. While aluminothermic material of equivalent quality to the electrolytic material may now be available, changes in such critical applications must be mutually acceptable to producer and user and would require extensive qualification studies involving production and testing of alloys, test specimens, final cast and forged products, and possibly engines containing them. Similar constraints are associated with any process changes.










